Báo cáo đề xuất cấp GPMT nhà máy sản xuất thiết bị điện, điện tử
Báo cáo đề xuất cấp (GPMT) giấy phép môi trường dự án đầu tư xây dựng nhà máy sản xuất thiết bị điện, điện tử với công suất sản xuất: 20.000.000 sản phẩm/năm.
Ngày đăng: 20-08-2025
317 lượt xem
DANH MỤC CÁC TỪ VÀ CÁC KÝ HIỆU VIẾT TẮT..................................... iv
DANH MỤC CÁC HÌNH VẼ........................................................................... vii
CHƯƠNG 1. THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ..................................... 1
1. Tên Chủ dự án đầu tư: .... 1.
2. Tên dự án:............... 1
3. Công suất, công nghệ, sản phẩm sản xuất của dự án đầu tư............... 6
3.1. Công suất của dự án đầu tư........................................................... 6
3.2. Công nghệ sản xuất của dự án đầu tư............................................. 6
3.3. Sản phẩm của dự án đầu tư.......................................................... 22
4. Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư....... 23
4.1. Nguyên liệu, nhiên liệu, vật liệu, phế liệu, hóa chất sử dụng................. 23
4.2. Nguồn cung cấp điện nước của dự án.................................................... 34
5. Các thông tin khác liên quan đến dự án đầu tư............................................... 46
5.1. Các thông tin khác liên quan đến dự án........................................................ 46
CHƯƠNG 2. SỰ PHÙ HỢP CỦA DỰ ÁN ĐẦU TƯ VỚI QUY HOẠCH, KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG....... 49
1. Sự phù hợp của dự án đầu tư với quy hoạch bảo vệ môi trường quốc gia, quy hoạch tỉnh, phân vùng môi trường... 49
CHƯƠNG 3. KẾT QUẢ HOÀN THÀNH CÁC CÔNG TRÌNH, BIỆN PHÁP BẢO VỆ MÔI TRƯỜNG CỦA DỰ ÁN ĐẦU TƯ....... 50
1. Công trình, biện pháp thoát nước mưa, thu gom và xử lý nước thải........... 50
1.1. Thu gom, thoát nước mưa........................................................................ 50
2.1. Hệ thống thu gom và xử lý bụi, khí thải lò nấu, đúc nhôm........................... 84
2.2. Hệ thống xử lý khí thải khu vực mạ và hệ thống xử lý nước thải sản xuất..... 90
2.4. Biện pháp giảm thiểu nhiệt dư phát sinh tại khu vực lò nấu, đúc nhôm........ 97
3. Công trình, biện pháp lưu giữ, xử lý chất thải rắn thông thường....................... 98
3.1. Công trình lưu giữ, xử lý CTR sinh hoạt.................................................... 98
3.2. Công trình lưu giữ, xử lý CTR công nghiệp thông thường........................ 100
3.3. Công trình, biện pháp lưu giữ, xử lý chất thải nguy hại............................... 103
3.1. Dự báo về khối lượng chất thải nguy hại phát sinh trong quá trình vận hành .103
5. Công trình, biện pháp giảm thiểu tiếng ồn, độ rung.................................... 106
5.1. Biện pháp giảm thiểu tiếng ồn............................................................... 106
5.2. Biện pháp giảm thiểu độ rung................................................................ 106
6. Phương án phòng ngừa, ứng phó sự cố môi trường trong quá trình vận hành thử nghiệm và khi dự án đi vào vận hành......106
6.1. Biện pháp phòng ngừa, ứng phó sự cố đối với hệ thống xử lý nước thải...... 106
6.2. Biện pháp phòng ngừa, ứng phó sự cố đối với hệ thống xử lý bụi, khí thải..... 111
6.3. Biện pháp phòng ngừa, ứng phó sự cố cháy nổ................................... 114
6.4. Biện pháp đối với sự cố tai nạn lao động.............................................. 115
6.5. Biện pháp đối với sự cố do điện giật....................................................... 116
6.6. Biện pháp phòng ngừa, ứng phó sự cố rò rỉ, tràn đổ hóa chất................... 116
7. Các công trình, biện pháp bảo vệ môi trường khác...................................... 119
7.1. Biện pháp bảo vệ công trình thủy lợi.................................................... 119
7.2. Biện pháp giảm thiểu bụi và khí thải từ các phương tiện giao thông ra vào dự án........120
7.3. Biện pháp giảm thiểu bụi từ hoạt động bốc dỡ, tập kết nguyên vật liệu...... 121
7.4. Giảm thiểu bụi, khí thải từ máy phát điện dự phòng............................. 121
7.5. Biện pháp giảm thiểu mùi từ khu tập kết, lưu trữ CTR sinh hoạt............. 121
7.6. Biện pháp giảm thiểu tác động do nhiệt thừa............................................ 121
8. Các nội dung thay đổi so với quyết định phê duyệt kết quả thẩm định báo cáo đánh giá tác động môi trường....... 122
CHƯƠNG 4. NỘI DUNG ĐỀ NGHỊ CẤP GIẤY PHÉP MÔI TRƯỜNG..............125
1. Nội dung đề nghị cấp phép đối với nước thải............................................ 125
1.1. Nguồn phát sinh nước thải.............................................................. 125
1.2. Lưu lượng xả nước thải tối đa.......................................................... 125
1.4. Các chất ô nhiễm và giá trị giới hạn của các chất ô nhiễm theo dòng nước thải....126
1.5. Vị trí, phương thức đấu nối, xả nước thải và nguồn tiếp nhận nước thải.....127
2. Nội dung đề nghị cấp phép đối với khí thải.............................................. 127
2.1. Nguồn phát sinh khí thải........................................................................ 127
2 4. Các chất ô nhiễm và giá trị giới hạn của các chất ô nhiễm theo dòng khí thải....128
2.5. Vị trí, phương thức xả khí thải............................................................. 128
3. Nội dung đề nghị cấp phép đối với tiếng ồn, độ rung..................... 129
3.1. Nguồn phát sinh tiếng ồn, độ rung................................................. 129
3.3. Giá trị giới hạn đối với tiếng ồn, độ rung.................................... 129
CHƯƠNG 5. KẾ HOẠCH VẬN HÀNH THỬ NGHIỆM CÔNG TRÌNH XỬ LÝ CHẤT THẢI VÀ CHƯƠNG TRÌNH QUAN TRẮC MÔI TRƯỜNG CỦA DỰ ÁN....131
1. Kế hoạch vận hành thử nghiệm công trình xử lý chất thải của dự án.............. 131
1.1. Thời gian dự kiến vận hành thử nghiệm............................................... 131
1.2. Kế hoạch quan trắc chất thải, đánh giá hiệu quả xử lý của các công trình, thiết bị xử lý chất thải.....131
2. Chương trình quan trắc chất thải theo quy định của pháp luật.................... 135
2.1. Chương trình quan trắc môi trường định kỳ....................................... 135
2.2. Chương trình quan trắc tự động, liên tục chất thải............................ 135
2.3. Chương trình quản lý, giám sát CTR, CTNH................................ 135
CHƯƠNG 6. CAM KẾT CỦA CHỦ DỰ ÁN ĐẦU TƯ........................ 136
CHƯƠNG 1.
THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ
1. Tên Chủ dự án đầu tư:
Công ty TNHH ..........
Địa chỉ: ........phường Lý Thường Kiệt, tỉnh Ninh Bình, Việt Nam. Người đại diện: ........ Chức vụ: Tổng Giám đốc
Loại giấy tờ chứng thực cá nhân: Hộ chiếu nước ngoài
Hộ chiếu số: ..... ngày cấp 11/02/2016, nơi cấp Bộ ngoại giao Hàn Quốc.
Địa chỉ thường trú: 1.........
Địa chỉ liên lạc: X..........phường Lý Thường Kiệt, tỉnh Ninh Bình, Việt Nam. Người liên hệ tại Việt Nam: ...........
Chức vụ: Quản lý chung
Số điện thoại:.........
2. Tên dự án:
“Đầu tư xây dựng Nhà máy sản xuất thiết bị điện, điện tử”
- Địa điểm thực hiện dự án đầu tư: Xóm 5, phường Lý Thường Kiệt, tỉnh Ninh Bình, Việt Nam.
- Giấy chứng nhận đăng ký doanh nghiệp mã số doanh nghiệp .... do Sở Kế hoạch và Đầu tư tỉnh Hà Nam cấp đăng ký lần đầu ngày 06/10/2008, thay đổi lần thứ 10 ngày 07/07/2021.
- Giấy chứng nhận đăng ký đầu tư số .... chứng nhận lần đầu ngày 12/12/2008 chứng nhận điều chỉnh thứ 03 ngày 18/6/2025 của Sở tài chính tỉnh Hà Nam cấp.
- UBND tỉnh Hà Nam là đơn vị phê duyệt chủ chương đầu tư của Dự án.
- Dự án mua chuyển nhượng của Công ty TNHH Naria .... tại Xóm 5, phường Lý Thường Kiệt, tỉnh Ninh Bình. dự án đã có giấy chứng nhận quyền sử dụng đất số CT10034.
- Quyết định phê duyệt kết quả thẩm định báo cáo đánh giá tác động môi trường:
+ Quyết định số 3880/QĐ-BTNMT ngày 15/12/2023 của Bộ trưởng Bộ Tài nguyên và Môi trường phê duyệt báo cáo đánh giá tác động môi trường của dự án “Đầu tư xây dựng Nhà máy sản xuất thiết bị điện, điện tử”.
- Loại hình sản xuất, kinh doanh, dịch vụ của Dự án: Sản xuất, gia công thiết bị điện, điện tử.
- Quy mô của dự án đầu tư: Dự án thuộc số thứ tự 17, Phụ lục II, Nghị định số 05/2025/NĐ-CP ngày 06/01/2025 về việc: Sửa đổi, bổ sung một số điều của Nghị định số 08/2022/NĐ-CP ngày 10/01/2022 của Chính phủ quy định chi tiết một số điều của Luật Bảo vệ môi trường. Theo quy định tại mục a, khoản 1, điều 30 Luật Bảo vệ môi trường thì Dự án thuộc Nhóm I thực hiện Đánh giá tác động môi trường. Mặt khác, theo quy định tại điều 26 của Nghị định số 131/2025/NĐ-CP ngày 12/6/2025 “Quy định phân định thẩm quyền của chính quyền địa phương 02 cấp trong lĩnh vực quản lý nhà nước của Bộ Nông nghiệp và Môi trường” thì báo cáo Đề xuất cấp GPMT của Dự án do Ủy ban nhân dân tỉnh Ninh Bình tổ chức thẩm định và phê duyệt.
Dự án “Đầu tư xây dựng Nhà máy sản xuất thiết bị điện, điện tử ” được thực hiện tại xóm 5, phường Lý Thường Kiệt, tỉnh Ninh Bình. Khu đất thực hiện dự án có diện tích 26.446m2 với các vị trí tiếp giáp như sau:
- Phía Đông Bắc: Giáp với trung tâm huấn luyện dự bị động viên và tiếp nhận phương tiện kỹ thuật cho khu vực phòng thủ;
- Phía Tây Nam: Giáp với đường ĐT 494B (đường Lê Chân);
- Phía Đông Nam: Giáp với kênh Ruột;
- Phía Tây Nam: Giáp với Công ty TM và SX thiết bị y tế Hoàng Nguyễn. Tọa độ vị trí địa lý của Dự án được trình bày trong bảng sau:
Sơ đồ vị trí dự án được thể hiện trong hình sau:

Hình 1. 1. Định vị của nhà máy trong khu vực
Các hạng mục công trình của dự án đã hoàn thành được trình bày trong bảng sau:
Bảng 1. 2. Các hạng mục công trình của dự án đã hoàn thành
|
TT |
Hạng mục công trình |
Đơn vị |
Diện tích |
Tình trạng |
|
I |
CÁC HẠNG MỤC CÔNG TRÌNH ĐÃ ĐƯỢC XÂY DỰNG/LẮP ĐẶT |
|||
|
I.1 |
Các hạng mục công trình chính |
|||
|
1 |
Nhà ký túc xá |
m2 |
563 |
Đã hoàn thiện |
|
2 |
Nhà xưởng sản xuất số 1 |
m2 |
1.882 |
|
|
3 |
Nhà xưởng sản xuất số 2 |
m2 |
1.872 |
|
|
4 |
Nhà xưởng sản xuất số 3 |
m2 |
1.265 |
|
|
5 |
Nhà xưởng sản xuất số 04 |
m2 |
6.655 |
|
|
I.2 |
Các hạng mục công trình phụ trợ |
|||
|
1 |
Nhà để xe công nhân |
m2 |
336 |
Đã hoàn thiện |
|
2 |
Trạm biến áp 250kVA |
m2 |
40 |
|
|
3 |
Phòng cơ điện |
m2 |
18 |
|
|
4 |
Cổng + Nhà bảo vệ |
m2 |
36 |
|
|
5 |
Bể chứa nước sạch |
m2 |
76 |
|
|
6 |
Nhà khí nén |
m2 |
87 |
|
|
7 |
Nhà nén khí |
m2 |
96 |
|
|
8 |
Bể nước PCCC |
m2 |
34 |
|
|
9 |
Trạm biến áp 2.500kVA |
m2 |
12,4 |
|
|
10 |
Bệ đỡ hệ thống khí thải |
m2 |
100,5 |
|
|
11 |
Hệ thống cấp điện |
HT |
01 |
|
|
12 |
Hệ thống cấp nước |
HT |
01 |
|
|
13 |
Hệ thống rãnh thoát nước, hố ga, thu nước mưa |
HT |
01 |
|
|
14 |
Hệ thống rãnh thoát nước, hố ga, thu nước thải |
HT |
01 |
|
|
15 |
Hệt hống PCCC |
HT |
01 |
|
|
16 |
Diện tích đường giao thông, sân đường nội bộ |
m2 |
5.868,4 |
|
|
17 |
Diện tích cây xanh |
m2 |
6.960 |
|
|
I.3 |
Các hạng mục công trình xử lý chất thải và bảo vệ môi trường |
|||
|
1 |
Bể thu gom nước thải trước xử lý |
m2 |
24 |
Đã hoàn thiện |
|
2 |
Bể thu gom nước thải sau xử lý |
m2 |
27 |
|
|
3 |
07 bể tự hoại dung tích từ 20 – 36m3 thu gom nước xí tiểu tại khu nhà xưởng sản xuất số 1, số 2, số 4 |
Bể |
07 |
|
|
4 |
Hệ thống xử lý nước thải sinh hoạt tập trung công suất 30m3/ngày đêm. |
HT |
01 |
|
|
5 |
Hệ thống xử lý nước thải sản |
HT |
01 |
|
|
TT |
Hạng mục công trình |
Đơn vị |
Diện tích |
Tình trạng |
|
|
xuất công suất 150m3/ngày đêm |
|
|
|
|
6 |
Kho chứa rác thải rắn sinh hoạt |
m2 |
15 |
|
|
7 |
Kho chứa rác thải rắn công nghiệp thông thường |
m2 |
15 |
|
|
8 |
Kho chứa chất thải nguy hại |
m2 |
15 |
|
|
9 |
Kho chứa sản phẩm lỗi |
m2 |
129 |
|
|
10 |
02 hệ thống xử lý khí thải với tổng công suất 66.000m3/giờ |
|||
|
10.1 |
Hệ thống xử lý khí thải từ lò nấu, đúc nhôm có công suất 18.000m3/giờ |
HT |
01 |
Đã hoàn thiện |
|
10.2 |
Hệ thống xử lý khí thải công đoạn tiền xử lý mạ + mạ và khí thải trạm sản xuất công suất 48.000m3/giờ |
HT |
01 |
Đã hoàn thiện |
Nguồn: Hồ sơ hoàn công của Dự án
3.Công suất, công nghệ, sản phẩm sản xuất của dự án đầu tư
3.1. Công suất của dự án đầu tư
Theo Quyết định số 3880/QĐ-BTNMT ngày 15/12/2023 của Bộ trưởng Bộ Tài nguyên và Môi trường phê duyệt báo cáo đánh giá tác động môi trường của dự án “Đầu tư xây dựng Nhà máy sản xuất thiết bị điện, điện tử” thực hiện tại phường Lý Thường Kiệt, tỉnh Ninh Bình với sản xuất: 20.000.000 sản phẩm/năm (bao gồm thiết bị tản nhiệt dùng cho các linh kiện điện tử, vỏ bộ thu phát sóng dùng cho các thiết bị thông tin, vỏ ngoài của các thiết bị âm thanh). Trong đó:
Trong phạm vi cấp giấy phép của báo cáo này theo quyết định báo cáo đánh giá tác động môi trường của Bộ cấp đã được lắp đặt bao gồm:
- Sản xuất thiết bị tản nhiệt dùng cho các linh kiện điện tử: 15.000.000 sản phẩm/năm.
- Sản xuất vỏ bộ lọc thu phát sóng dùng cho các thiết bị thông tin: 4.500.000 sản phẩm/năm.
- Sản xuất vỏ ngoài các thiết bị âm thanh: 500.000 sản phẩm/năm. (Khối lượng sản phẩm thực hiện mạ là 4.500.000 sản phẩm/năm. Chỉ thực hiện mạ sản phẩm vỏ bộ lọc thu phát sóng.)
3.2.Công nghệ sản xuất của dự án đầu tư
3.2.1.Quy trình sản xuất thiết bị tản nhiệt của thiết bị linh kiện điện tử
Trong phạm vi của Giấy phép môi trường dự án sản xuất thiết bị tản nhiệt của thiết bị linh kiện điện tử với công suất thiết kế 15.000.000 sản phẩm/năm. Dây chuyền sản xuất thiết bị tản nhiệt của thiết bị linh kiện điện tử sử dụng Nhôm cuộn, nhôm thanh làm nguyên liệu sản xuất. Quy trình công nghệ sản xuất thiết bị tản nhiệt của thiết bị linh kiện điện tử như hình sau:
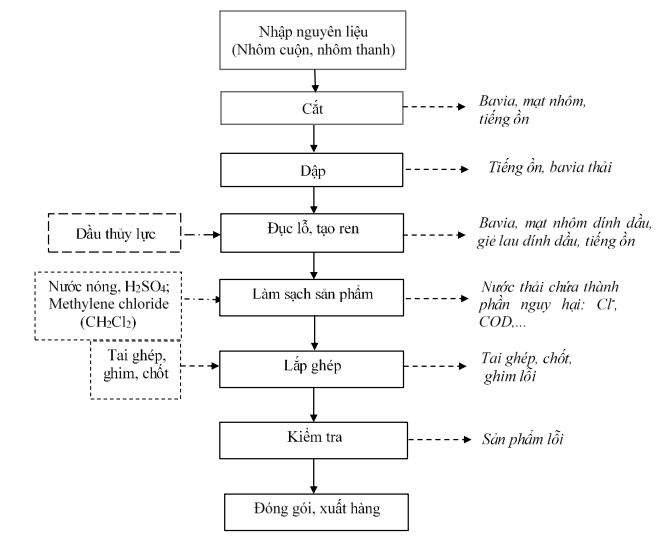
Hình 1. 2. Quy trình công nghệ sản xuất thiết bị tản nhiệt của thiết bị linh kiện điện tử
Thuyết minh quy trình công nghệ:
Nguyên liệu được nhập về là thanh nhôm, nhôm cuộn, tai ghép, ghim chốt đã gia công được kiểm tra kỹ lưỡng trước khi vào công đoạn sản xuất.
a) Công đoạn cắt
Nguyên liệu đầu vào là nhôm thanh được đưa vào công đoạn cắt tại đây máy cắt tiến hành cắt thành các phần nhỏ hơn theo kích thước được thiết kế và được chuyển xuống bước tiếp theo. Tại đây phát sinh bavia thải, tiếng ồn, mạt nhôm.
b) Dập
Nguyên liệu đầu vào là nhôm cuộn được đưa vào công đoạn dập, tùy từng sản phẩm mà thực hiện qua bước này, tại đây tiến hành dập bằng trọng lực để tạo hình dạng sản phẩm. Sau khi dập xong sẽ tiến hành thu dọn các bavia thải. Tại đây phát sinh tiếng ồn, bavia thải.
c) Đục lỗ, tạo ren
Nguyên liệu sau khi được cắt hoặc dập tạo hình sản phẩm được chuyển qua công đoạn đột lỗ có kích cỡ và hình dáng giống nhau trên bề mặt sản phẩm. Máy hoạt động nhờ việc kết hợp bơm tay thủy lực tác dụng lên bộ khuôn;
Sau đó chuyển sang công đoạn tạo ren theo yêu cầu thiết kế của sản phẩm. Trong công đoạn này, máy sẽ cấp 1 lượng dầu thủy lực (khoảng 4,8 lít/ngày) vào mũi khoan trong quá trình khoan giúp mũi khoan di chuyển trên bề mặt kim loại dễ dàng hơn. Công đoạn này sẽ phát sinh mạt nhôm dính dầu, giẻ lau dính dầu.
d) Làm sạch sản phẩm
Sau khi thiết bị tản nhiệt được tạo ren sau đó đưa vào công đoạn làm sạch bằng nước RO, hóa chất (CH2Cl2; H2SO4 95%). Máy làm sạch bằng sóng siêu âm có bể chứa nước được chia làm 3 ngăn, trong đó có 2 bể hóa chất (dung tích 500 lit/bể) + 1 bể nước sạch (dung tích 1m3). Sản phẩm được nhúng qua lần lượt 02 bể hóa chất sau đó nhúng vào bể nước sạch. Các bể hoá chất sẽ được bổ sung thường xuyên trong quá trình sản xuất. Hóa chất được luân chuyển từ bể số 1 sang bể số 2, khi đến 1 thời gian khoảng 15 ngày sẽ tiến hành vớt váng trên bể hóa chất được thải bỏ khoảng 100 lít và lượng nước thải đậm đặc được thu gom bằng đường ống UPVC D60 có tổng chiều dài khoảng 236m cụ thể: đối với nước thải kiềm nồng độ cao được thu gom về bể chứa kiềm nồng độ cao T-01B; Nước thải axit nồng độ cao được thu gom về bể chứa axit nồng độ cao T-01C tổng thế tích 9m3/bể. Sau đó sẽ được đơn vị có năng lực vận chuyển, xử lý theo quy định.
e) Lắp ghép
Sản phẩm sau khi làm sạch sản phẩm được chuyển vào công đoạn lắp ráp tại đây nguyên liệu nhập về là tai ghép, ghim, chốt vào tấm thiết bị tản nhiệt. Tại đây phát sinh tiếng ồn, sản phẩm hỏng.
f) Kiểm tra
Sản phẩm sau khi lắp ghép thì tiến hành qua công đoạn kiểm tra, tại đây kiểm tra sản phẩm theo đúng yêu cầu về hình thức và thiết kế. Nếu sản phẩm chưa đạt yêu cầu sẽ được chuyển lại các công đoạn sản xuất để thực hiện lại. Tỷ lệ sản phẩm lỗi hỏng khoảng dưới 1% trên tổng lượng sản phẩm. Những sản phẩm đạt yêu cầu sẽ được đóng gói, lưu về kho và cung cấp cho khách hàng.
3.2.2. Công nghệ sản xuất vỏ bộ thu phát sóng
3.2.2.1. Quy trình sản xuất tổng quát
Trong phạm vi của Giấy phép môi trường dự án sản xuất vỏ bộ thu phát sóng với công suất thiết kế 4.500.000 sản phẩm/năm. Dây chuyền sản xuất vỏ bộ thu phát sóng sử dụng nhôm thỏi làm nguyên liệu sản xuất. Quy trình công nghệ sản xuất vỏ bộ thu phát sóng như hình sau:
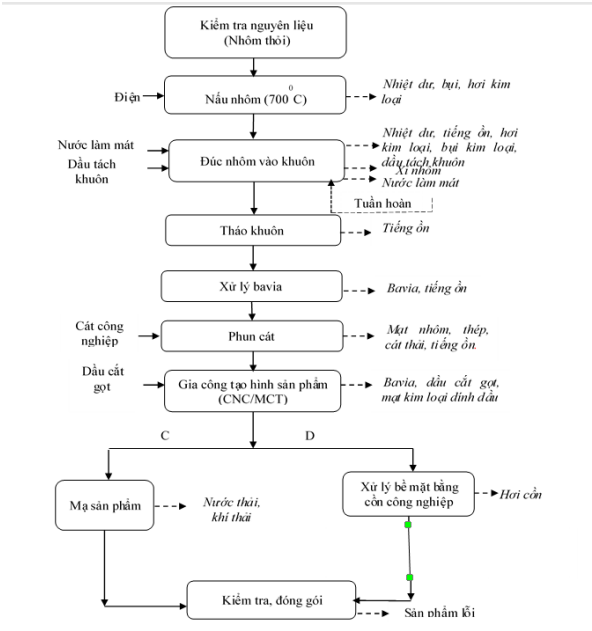
Hình 1. 6. Quy trình công nghệ sản xuất vỏ bộ thu phát sóng
Thuyết minh quy trình công nghệ:
a)Kiểm tra nguyên liệu đầu vào
Nguyên liệu của Nhà máy là nhôm thỏi, thép thanh (đối với thép chỉ sử dụng cho quá trình gia công CNC chứ không đưa vào các công đoạn trước) được nhập từ Việt Nam và nước ngoài sau đó được kiểm tra kỹ lưỡng chất lượng sau đó được đưa vào sản xuất. Nếu không đạt chất lượng sẽ chuyển lại.
b) Nấu nhôm
Nguyên liệu đầu vào là nhôm thỏi (có thành phần 80% là nhôm còn lại là các hợp chất khác như Si: 9,6 – 12%, Cu: 1,5 – 3,5%, Fe: <0.9%, Mn: <0.5%, Mg:0,3%, Ni: <0,5%, Zn <1%) được đưa vào 05 lò nấu nhôm có dung tích 300 – 500 lít được sử dụng bằng điện, nguyên liệu được nung ở nhiệt độ 700oC, nhôm được nóng chảy và chuyển sang dạng lỏng, tại đây phát sinh hơi kim loại, nhiệt dư.
Quy trình vận hành lò nấu nhôm như sau:
B1: Kiểm tra trang thiết bị: Lò nấu. Bảng điều khiển điện tử và cảm biến nhiệt lò (trong lò).
B2: Cài đặt nhiệt độ lò được chia thành 3 giai đoạn:
+ Giai đoạn 1: Cài đặt nhiệt độ lò nấu ở mức 2000C (giữ mức nhiệt khởi động duy trì trong 2 giờ) đồng thời cho nguyên vật liệu vào lò.
+ Giai đoạn 2: Sau khi đạt mức nhiệt độ 2000C duy trì trong 2 giờ ta tiến hành tăng nhiệt lên mức từ 200à 4000C (bổ sung thêm nguyên vật liệu nếu cần).
+ Giai đoạn 3: Sau khi đạt nhiệt độ duy trì ở mức 4000C trong 1 giờ liên tục. Ta tiến hành tăng nhiệt lên mức nhiệt độ lý tưởng để nhôm tan chảy.
Ngược lại, khi tắt lò (tuyệt đối phải tuân thủ quy tắc ngược lại của khởi động) giảm nhiệt dần ở 3 mức và chuyển dần nhôm ra khỏi lò cho đến khi hết liệu và kết thúc nhiệt ở mức 2000C rồi tiến hành ngắt điện để đảm bảo chất lượng của lò nấu.
c) Đúc nhôm vào khuôn
Sau khi nấu nhôm đạt đủ điều kiện (7000C) sẽ được đúc vào khuôn. Tại đây sẽ tiến hành vệ sinh khuôn bằng dung dịch tách khuôn (dung dịch tách khuôn có tác dụng chống dính khuôn với lượng sử dụng khoảng 0,3 lít/ngày) và tiến hành đúc theo điều kiện đã thiết lập, sau khi đã tạo được sản phẩm hệ thống làm mát sẽ chạy trực tiếp trong lòng khuôn để làm mát sản phẩm và khuôn này nhà máy không tiến hành thải bỏ trong quá trình sản xuất. Tại đây phát sinh tiếng ồn, nhiệt dư, dầu tách khuôn thải.
d) Tháo khuôn
Sau khi khuôn được làm nguội thì tiến hành tháo khuôn, tháo bằng dụng cụ tháo dỡ khuôn.
e) Xử lý bavia
Sản phẩm sau đúc được xử lý bavia bằng búa tay để loại bỏ các phần thừa. Nhôm, thép thừa được tiếp tục cho vào nấu lại.
f) Phun cát
Phun cát được thực hiện chỉ với một số sản phẩm khi có đơn hàng yêu cầu. Số lượng sản phẩm cần phun cát không nhiều (khoảng 5-10% công suất). Công đoạn này dùng máy phun hơi phun cát công nghiệp bằng những hạt cát siêu nhỏ và đều nhau qua hệ thống phun tăng áp để cho ra những dòng cát có tốc độ phù hợp tạo độ nhám trên sản phẩm. Những dòng cát này khi va chạm với bề mặt cần tạo nhám, tạo ra ma sát tạo ra bề mặt nhám tiêu chuẩn. Trong quá trình này phát sinh mạt nhôm, cát thải, tiếng ồn. Mạt nhôm và cát thải sẽ được rơi xuống dưới đáy của máy phun cát, định kỳ khoảng 2- 3 ngày hoặc tùy theo tình hình sản xuất sẽ tiến hành quét dọn thu gom đưa về kho chứa chất thải.
g) Gia công tạo hình trên sản phẩm
Thành phần hoặc thép thanh sẽ được chuyển sang công đoạn gia công tạo hình bằng trung tâm tổ hợp gia công CNC và MCT. Công nhân tiến hành cài đặt tùy vào sản phẩm để chọn đồ gá thích hợp. Sau đó sẽ làm chương trình theo sản phẩm tạo hình và xuất ra ngoài máy, người đứng máy sẽ chọn dụng cụ cắt theo chương trình, sản phẩm sẽ được lấy gốc tọa độ và cắt ra sản phẩm. Trong công đoạn này, máy sẽ cài đặt cấp 1 lượng dầu cắt gọt để gia công sản phẩm đến khi kết thúc (dầu cắt gọt được pha với tỷ lệ dầu:nước = 1:10, dầu cắt gọt khoảng 4,1 lít/ngày).
Sau khi gia công bán thành phẩm sẽ được đo đạc theo kích thước bản vẽ yêu cầu trước khi tháo ra khỏi đồ gá. Dầu cắt gọt sẽ được thu gom tích hợp trong máy CNC sau đó lọc qua lưới lọc dầu và sử dụng tuần hoàn cho các lần tiếp theo mà không thải ra ngoài, mạt kim loại sẽ được lắng đọng và tách ra khỏi dầu trước khi dầu cắt gọt tuần hoàn lại máy CNC. Bavia và mạt kim loại sẽ được đưa ra phía thùng đựng chíp đằng sau máy và được đưa về kho chứa chất thải. Nhà máy chỉ tiến hành thay dầu định kỳ khoảng 03 - 06 tháng/lần. Tại đây sẽ phát sinh dầu cắt gọt, bavia và mạt kim loại dính dầu, giẻ lau dính dầu.
Sản phẩm sau khi gia công tiếp tục được đưa vào phòng 3D đo đạt kích thước theo bản vẽ. Tùy từng loại sản phẩm và đơn đặt từ khách hàng sẽ thực hiện mạ.
h) Mạ sản phẩm (tùy từng sản phẩm) (Quy trình C)
Sản phẩm sau khi được gia công sẽ chuyển qua công đoạn mạ sản phẩm. Tùy từng đơn đặt hàng mà dự án tiến hành các bước mạ khác nhau. Quá trình mạ được thể hiện chi tiết tại quy trình mạ của Dự án tại phần dưới của báo cáo.
i) Kiểm tra, đóng gói:
Kiểm tra tình trạng từng thiết bị, lựa chọn thiết bị đạt tiêu chuẩn tiến hành đóng gói sản phẩm và xuất hàng, các thiết bị chưa đạt yêu cầu thì hoàn lại tiếp tục sửa chữa hoặc lưu kho.
Sau khi kiểm tra lần cuối xong, các sản phẩm được xếp vào hộp và dán nhãn thùng đúng với quy cách sản phẩm.
3.2.2.2. Quy trình mạ của Dự án
3.2.2.2.1.Đối với quy trình mạ tổng quát với nguyên liệu là nhôm
Quy trình mạ nhôm tổng quát (nguyên liệu đầu vào nhôm bán thành phẩm đã được gia công tại dây chuyền trên) được thể hiện chi tiết như sau:
Thuyết minh quy trình: Trước khi mạ, nguyên liệu đầu vào là nhôm được làm sạch bề mặt để làm tăng độ bám dính của lớp mạ. Nhôm được làm sạch bề mặt, tẩy dầu mỡ bằng hóa chất (NaOH 10%) ở nhiệt độ 45-550C => Sau đó được làm sạch bằng các công đoạn rửa bề mặt bằng axit (H2SO4 5% ở nhiệt độ: 45-550C) => tiếp tục rửa sạch bằng nước tại bể nước 03 ngăn => tiến hành làm sạch bề mặt bằng axit (HNO3 5% ở nhiệt độ: 45-550C) => Sản phẩm được làm sạch bằng siêu âm => rửa sạch bằng nước => làm sạch bề mặt tại bể tẩy rửa bề mặt bằng axit (H2SO4 5% ở nhiệt độ: 45- 550C)=> rửa sạch bằng nước=> Tiếp tục làm sạch bề mặt bằng axit (H2SO4 10%)=> cuối cùng rửa sạch bằng nước. Sau đó tùy từng loại sản phẩm, tùy từng đơn hàng mà được mạ bằng mạ thùng (A) hoặc mạ đồng, mạ bạc (B). Nước thải phát sinh từ bể rửa sạch bằng nước được thu gom bằng rãnh thu gom có kích thước BxH 200x200cm tại khu vực mạ và dẫn về hệ thống xử lý nước thải sản xuất, đối với nước tại bể làm sạch định kỳ thuê đơn vị đến thu gom như chất thải nguy hại. Khí thải phát sinh từ quá trình được thu gom về hệ thống xử lý khí thải của Dự án.
a)Quy trình mạ thùng: Quy trình A.
Sản phẩm sau khi làm sạch được đưa đến bể mạ đồng thùng quay với dung dịch chủ đạo là CuSO4 4% với điều kiện nhiệt độ từ 20-30°C, cường độ dòng điện 0.5 - 4A/dm2, lọc liên tục => Sau bể mạ đầu tiên, các chi tiết mạ được rửa bằng nước để đến bước mạ thứ 2 => Thùng mạ bạc chứa dung dịch mạ là AgCN 3% với điều kiện nhiệt độ khoảng 20 - 30°C, cường độ dòng điện 0,5~4A/dm2, lọc liên tục => Sau thùng mạ bạc thì sản phẩm được đưa qua bể thu hồi bạc dư thừa => Sau bể thu hồi bạc, thì sản phẩm được đưa qua thùng mạ thiếc tại đây các chi tiết được mạ bằng SnSO4 5% với điều kiện nhiệt độ khoảng 18-20°C, cường độ dòng điện 0,5~4A/dm2, lọc liên tục =>Tiếp theo các chi tiết mạ được đưa vào thùng mạ Niken chứa dung dịch NiCl2 8% => Khi kết thúc quá trình mạ các chi tiết được rửa lại bằng nước để làm sạch các dung dịch bám trên bề mặt => Sau quá trình rửa, sản phẩm được đưa vào bể chống đổi màu để làm bền màu sản phẩm (nhằm ngăn chặn sự biến đổi màu sau khi mạ bạc) tại đây sử dụng phương pháp xử lý sáp (Baracap 50g/l: vaseline % + cồn 5%, carbontetrachloride) thời gian khoảng 10 – 60 phút. Cuối cùng rửa bằng nước sạch, làm khô ở nhiệt độ khoảng 80ºC.
b) Quy trình mạ đồng, mạ bạc: Quy trình B
Thuyết minh sơ đồ:
Sản phẩm sau khi làm sạch được đưa đến bể mạ Niken với dung dịch chủ đạo là H3PO4, NiCl2 3% với điều kiện nhiệt độ khoảng 20°C, thời gian 3 – 10 phút có tác dụng ngăn chặn sự hình thành của rỉ sét, làm tăng độ bền của sản phẩm => Sau đó được đưa vào bể rửa bằng nước sạch => tiếp theo các chi tiết đưa vào bể mạ lót đồng với dung dịch CuCN 3% ở nhiệt độ: 50-600C và cường độ dòng điện:1-5A/dm2 => Tiếp theo được đi vào bể mạ đồng CuCN 5% ở nhiệt độ 50-600C, cường độ dòng điện: 1-5A/dm2=> Các chi tiết được đưa vào bể rửa nước sạch => Tiếp tục đưa vào bể mạ lót bạc (AgCN3%) và bể mạ bạc (AgCN5%) ở nhiệt độ 20 - 30oC, cường độ dòng điện: 0,5-4A/dm2, thời gian: 20-30 phút => Sau đó được đưa qua bể thu hồi bạc để thu hồi bạc dư thừa => Sau thùng bể thu hồi bạc, thì sản phẩm được đưa vào bể rửa nước để làm sạch các dung dịch bám trên bề mặt => Sau quá trình rửa, sản phẩm được đưa vào bể đổi màu để làm bền màu sản phẩm tại đây sử dụng phương pháp xử lý sáp (Baracap 50g/l: vaseline 1% + cồn 5%, carbontetrachloride 90%) thời gian khoảng 10 – 60 phút => Sau đó rửa bằng nước sạch => làm khô ở nhiệt độ khoảng 80ºC => Sau đó, kiểm tra và đóng gói.
Nước thải phát sinh từ bể rửa sạch bằng nước được thu gom bằng rãnh thu gom có kích thước BxH 200x200cm tại khu vực mạ và dẫn về hệ thống xử lý nước thải sản xuất, đối với nước tại bể làm sạch định kỳ thuê đơn vị đến thu gom như chất thải nguy hại. Khí thải phát sinh từ quá trình được thu gom về hệ thống xử lý khí thải của Dự án.
3.2.2.2.2.Đối với quy trình mạ tổng quát với nguyên liệu là thép
Quy trình mạ thép tổng quát (nguyên liệu đầu vào trong quá trình mạ là thép đã được gia công CNC theo thiết kế của sản phẩm) được thể hiện như sau:
Trước khi mạ, nguyên liệu để mạ là thép được làm sạch bề mặt, tẩy dầu mỡ (NaOH 10%) để loại bỏ dầu và tạp chất => Sau đó được làm sạch bằng nước (đưa sản phẩm qua bể nước sạch) => Tiếp theo tiến hành đưa vào bể tẩy dầu điện phân nhiệt (sử dụng bằng điện) để loại bỏ các chất hữu cơ (NaOH 10%) => Làm sạch bằng nước => Tẩy rửa bề mặt bằng (HCl 5%) => Làm sạch bằng nước => Tẩy rửa bề mặt bằng (HCl 10%) => Làm sạch bằng nước=> Sau đó sản phẩm được đưa vào bể trung hòa sản phẩm được axit hóa bằng dung dịch kiềm (NaOH 5% ) => Bể trung hòa sản phẩm được axit hóa bằng dung dịch kiềm (NaOH 10%) => Làm sạch bằng nước=> Đến bể tấn công niken, đánh bằng dung dịch Niken (NiCl2 5%) => Cuối cùng là rửa bằng nước sạch.
Nước thải phát sinh từ bể rửa sạch 1 ngày sẽ tiến hành xả 02 lần/ngày theo bằng đường ống có kích thước BxH 200x200cm tại khu vực mạ và dẫn về hệ thống xử lý nước thải sản xuất, đối với nước từ bể tẩy rửa, làm sạch bề mặt định kỳ thuê đơn vị đến thu gom như chất thải nguy hại. Khí thải phát sinh từ quá trình được thu gom về hệ thống xử lý khí thải của Dự án.
Sau đó tùy từng loại sản phẩm, tùy từng đơn hàng mà được mạ thùng (quy trình A) hoặc mạ đồng, mạ bạc (quy trình B).
a)Quy trình mạ thùng:
Sản phẩm sau khi làm sạch được đưa đến bể mạ đồng Bakell với dung dịch chủ đạo là CuSO4 4% với điều kiện nhiệt độ từ 20-30°C, cường độ dòng điện 0.5 - 4A/dm2 lọc liên tục => Sau bể mạ đầu tiên, các chi tiết mạ được rửa bằng nước để đến bước mạ thứ 2=> Thùng mạ bạc chứa dung dịch mạ là AgCN 3% với điều kiện nhiệt độ khoảng 20 - 30°C, cường độ dòng điện 0,5~4A/dm2, lọc liên tục => Sau đó được đưa qua bể thu hồi bạc để thu hồi bạc dư thừa => Tiếp theo là mạ thiếc SnSO4 5 % ở nhiệt độ: 18 - 20oC, cường độ dòng điện: 0.5 - 4A/dm2 => Sau đó được đưa vào thùng mạ Niken NiCl 8% => Đưa ra nhúng vào bể rửa nước sạch => Khi kết thúc quá trình rửa, sản phẩm được đưa vào bể chống đổi màu để làm bền màu sản phẩm tại đây sử dụng phương pháp xử lý sáp (Baracap 50g/l: vaseline 1% + cồn 5%, carbontetrachloride 90%) thời gian khoảng 10 – 60 phút => sau đó rửa bằng nước sạch, sau đó làm khô ở nhiệt độ khoảng 80ºC. Sau đó, kiểm tra và đóng gói.
Nước thải phát sinh từ bể rửa sạch bằng nước được thu gom bằng đường ống có kích thước BxH 200x200cm tại khu vực mạ và dẫn về hệ thống xử lý nước thải sản xuất, đối với nước tại bể làm sạch định kỳ thuê đơn vị đến thu gom như chất thải nguy hại. Khí thải phát sinh từ quá trình được thu gom về hệ thống xử lý khí thải của Dự án.
b) Quy trình mạ đồng, mạ bạc: Quy trình B
Thuyết minh quy trình: Sản phẩm sau khi làm sạch được đưa đến bể mạ Niken với dung dịch chủ đạo là H3PO4, NiCl2 3% với điều kiện nhiệt độ từ 20°C, thời gian 3 – 10 phút có tác dụng ngăn chặn sự hình thành của rỉ sét, làm tăng độ bền của sản phẩm => Sau đó được đưa vào bể rửa bằng nước sạch để rửa => Các chi tiết đưa vào bể mạ lót đồng bằng với dung dịch CuCN 3% => Tiếp tục vào bể mạ đồng CuCN 5% => Sau đó các chi tiết được rửa bằng nước sạch => Sau quá trình rửa, sản phẩm được đưa vào bể mạ lót bạc AgCl 3% => Tiếp theo bể mạ bạc AgCl 5% => Đưa vào bể phục hồi để thu hồi bạc dư thừa => Tiếp đó các chi tiết được đưa vào bể rửa nước sạch => Sau quá trình rửa, sản phẩm được đưa vào bể chống đổi màu Inox để làm bền màu sản phẩm tại đây sử dụng phương pháp xử lý sáp (Baracap 50g/l: vaseline 1% + cồn 5%, carbontetrachloride 90%) => Sau đó rửa bằng nước sạch và bể nước nóng rồi xả nước làm khô ở nhiệt độ khoảng 80ºC => Cuối cùng, kiểm tra và đóng gói.
Nước thải phát sinh từ bể rửa sạch bằng nước được thu gom bằng đường ống có kích thước BxH 200x200cm tại khu vực mạ và dẫn về hệ thống xử lý nước thải sản xuất, đối với nước tại bể làm sạch định kỳ thuê đơn vị đến thu gom như chất thải nguy hại. Khí thải phát sinh từ quá trình được thu gom về hệ thống xử lý khí thải của Dự án.
3.2.3.Công nghệ sản xuất vỏ ngoài của thiết bị âm thanh
Trong phạm vi của Giấy phép môi trường dự án sản xuất vỏ ngoài của thiết bị âm thanh với công suất thiết kế 500.000 sản phẩm/năm. Dây chuyền sản xuất vỏ ngoài của thiết bị âm thanh sử dụng Thép cuộn, thép tấm làm nguyên liệu sản xuất. Quy trình công nghệ sản xuất vỏ ngoài của thiết bị âm thanh như hình sau:
a) Kiểm tra nguyên liệu đầu vào
Nguyên liệu của Nhà máy là thép cuộn, thép tấm được nhập từ Việt Nam và nước ngoài sau đó được kiểm tra kỹ lưỡng chất lượng sau đó được đưa vào sản xuất. Nếu không đạt chất lượng sẽ chuyển lại.
b) Đột dập tạo hình
Nguyên liệu đầu vào được đưa vào công đoạn đột dập, tại đây tiến hành đột, dập bằng trọng lực để tạo hình dạng sản phẩm. Tại công đoạn đột máy sẽ cấp 1 lượng dầu thủy lực (khoảng 4,8 lít/ngày) vào mũi khoan trong quá trình khoan giúp mũi khoan di chuyển trên bề mặt kim loại dễ dàng hơn. Công đoạn này sẽ phát sinh mạt thép dính dầu, giẻ lau dính dầu, hơi dầu. Mạt thép và dầu thủy lực sẽ được đưa ra phía thùng đựng đằng sau máy và chuyển ra kho chứa chất thải nguy hại của dự án.
c) Gia công CNC
Thành phẩm của công đoạn đúc sau khi hoàn thành sẽ được chuyển sang công đoạn gia công tạo hình bằng trung tâm tổ hợp gia công CNC. Đầu tiên công nhân tiến hành cài đặt tùy vào sản phẩm để chọn đồ gá thích hợp. Sau đó tiếp đến sẽ làm chương trình theo sản phẩm đó và xuất ra ngoài máy, người đứng máy sẽ chọn dụng cụ cắt (tool) theo chương trình đưa ra, sản phẩm sẽ được lấy gốc tọa độ, cân tool và chạy ra sản phẩm. Trong công đoạn này, máy sẽ cài đặt cấp 1 lượng dầu cắt gọt để gia công sản phẩm đến khi kết thúc (dầu cắt gọt được pha với tỷ lệ dầu:nước = 1:10).
Sau khi gia công bán thành phẩm sẽ được đo đạc theo kích thước bản vẽ yêu cầu trước khi tháo ra khỏi đồ gá. Bavia và mạt thép sẽ được đưa ra phía thùng đựng đằng sau máy. Dầu cắt gọt sẽ được thu gom tích hợp trong máy CNC sau được lọc qua lưới lọc dầu và sử dụng tuần hoàn cho các lần tiếp theo mà không thải ra ngoài, mạt thép sẽ được lắng đọng và tách ra khỏi dầu trước khi dầu cắt gọt tuần hoàn lại máy CNC. Nhà máy chỉ tiến hành thay dầu định kỳ khoảng 03 - 06 tháng/lần. Tại đây phát sinh dầu cắt gọt, bavia và mạt thép dính dầu, giẻ lau dính dầu.
Sản phẩm sau khi gia công tiếp tục được đưa vào phòng 3D đo đạt kích thước theo bản vẽ.
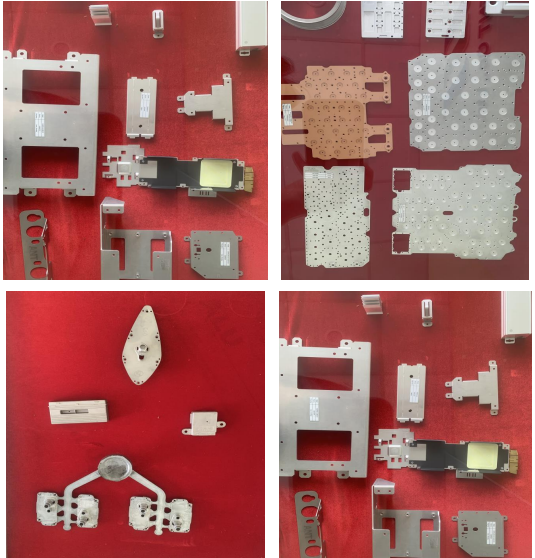
3.3.Sản phẩm của dự án đầu tư
Trong phạm vi của Giấy phép môi trường, dự án Đầu tư xây dựng Nhà máy sản xuất thiết bị điện, điện tử với công suất như sau:
- Sản xuất thiết bị tản nhiệt dùng cho các linh kiện điện tử: 15.000.000 sản phẩm/năm.
- Sản xuất vỏ bộ lọc thu phát sóng dùng cho các thiết bị thông tin: 4.500.000 sản phẩm/năm.
- Sản xuất vỏ ngoài các thiết bị âm thanh: 500.000 sản phẩm/năm.
Khối lượng sản phẩm thực hiện mạ: 4.500.000 sản phẩm/năm. Chỉ thực hiện mạ sản phẩm vỏ bộ lọc thu phát sóng.
Hình 1. 16. Hình ảnh sản phẩm trong giai đoạn vận hành của Dự án
4.Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư
4.1. Nguyên liệu, nhiên liệu, vật liệu, phế liệu, hóa chất sử dụng
4.1.1. Nguyên liệu, nhiên liệu, vật liệu, phế liệu
Nhu cầu sử dụng các nguyên liệu chính của nhà máy trong giai đoạn vận hành được trình bày chi tiết trong bảng sau:
Bảng 1. 3. Nhu cầu sử dụng nguyên liệu trong quá trình vận hành của dự án
|
STT |
Nguyên liệu |
Đơn vị |
Khối lượng sử dụng |
Xuất xứ |
|
I |
Sản xuất thiết bị tản nhiệt dùng cho các linh kiện điện tử |
|||
|
STT |
Nguyên liệu |
Đơn vị |
Khối lượng sử dụng |
Xuất xứ |
|
1 |
Nhôm cuộn |
Tấn/năm |
200 |
Việt Nam |
|
2 |
Tai ghép, chốt bằng nhôm |
Tấn/năm |
20 |
|
|
3 |
Tai ghép, chốt bằng thép |
Tấn/năm |
15 |
|
|
4 |
Nhôm thanh |
Tấn/năm |
450 |
|
|
II |
Sản xuất vỏ bộ thu phát sóng |
|||
|
1 |
Nhôm thỏi |
Tấn/năm |
50 |
Việt Nam |
|
2 |
Thép |
Tấn/năm |
10 |
Việt Nam |
|
3 |
Cát công nghiệp |
Tấn/năm |
0,2 |
Việt Nam |
|
III |
Sản xuất vỏ ngoài của thiết bị âm thanh |
|||
|
1 |
Thép |
Tấn/năm |
10 |
Việt Nam |
|
Tổng |
Tấn/năm |
765,45 |
|
|
Nguồn: Công ty TNHH ..........
>>>> XEM THÊM: Báo cáo đánh giá tác động môi trường dự án nhà máy sản xuất nhựa và bao bì nhựa
GỌI NGAY – 0903 649 782 - 028 351 46 426



Tin liên quan
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất hàng nội, ngoại thất từ nhôm, sắt, inox
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất bia hơi
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất bồn inox
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất giấy
- › Hồ sơ cấp giấy phép môi trường nhà máy sản xuất nam châm
- › Báo cáo đề xuất cấp giấy phép môi trường dự án sản xuất gạch và xi măng
- › Báo cáo đề xuất cấp Giấy phép môi trường nhà máy sản xuất gỗ ván ép
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất khóa cửa thông minh
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất phân bón
- › Báo cáo đề xuất cấp GPMT nhà máy chế biến tinh bột mì
Bình luận (0)
HOTLINE
![]()
HOTLINE:
0903649782 - 028 35146426
CÁC DỰ ÁN ĐẦU TƯ








HOTLINE

HOTLINE:
0903649782 - 028 35146426
nguyenthanhmp156@gmail.com
Gửi bình luận của bạn