Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất khóa cửa thông minh
Báo cáo đề xuất cấp (GPMT) giấy phép môi trường nhà máy sản xuất khóa cửa thông minh kỹ thuật số, khóa đòn bẩy thông minh, và các thiết bị liên quan đến khóa cửa thông minh kỹ thuật số với quy mô công suất 2.000.000 sản phẩm/năm.
Ngày đăng: 21-07-2025
294 lượt xem
DANH MỤC CÁC TỪ VIẾT TẮT.................................................................... 5
THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ........................................................ 6
3. Công suất, công nghệ, sản phẩm sản xuất của dự án đầu tư............................... 8
3.2. Công nghệ sản xuất của dự án, đánh giá việc lựa chọn công nghệ sản xuất của dự án đầu tư... 8
4. Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng..... 18
5. Các thông tin khác liên quan đến dự án đầu tư............................................... 22
5.1. Các hạng mục công trình của dự án đầu tư................................................... 22
5.3. Tiến độ, tổ chức quản lý và thực hiện dự án.................................................. 29
SỰ PHÙ HỢP CỦA DỰ ÁN ĐẦU TƯ VỚI QUY HOẠCH, KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG... 30
1. Sự phù hợp của dự án đầu tư với quy hoạch bảo vệ môi trường quốc gia, quy hoạch tỉnh, phân vùng môi trường.. 30
2. Sự phù hợp của dự án đầu tư đối với khả năng chịu tải của môi trường..... 33
ĐÁNH GIÁ HIỆN TRẠNG MÔI TRƯỜNG NƠI THỰC HIỆN DỰ ÁN ĐẦU TƯ....35
Chương 4...................................................................................... 36
ĐÁNH GIÁ DỰ BÁO CÁC TÁC ĐỘNG MÔI TRƯỜNG CỦA DỰ ÁN ĐẦU TƯ VÀ ĐỀ XUẤT CÁC CÔNG TRÌNH BIỆN PHÁP BẢO VỆ MÔI TRƯỜNG.... 36
1. Đánh giá tác động môi trường và đề xuất các biện pháp, công trình bảo vệ môi trường trong giai đoạn triển khai xây dựng dự án. 36
1.1. Đánh giá dự báo các tác động.................................................................... 36
1.2. Các công trình, biện pháp bảo vệ môi trường đề xuất thực hiện.............. 46
2. Đánh giá tác động môi trường và đề xuất các biện pháp, công trình bảo vệ môi trường trong giai đoạn dự án đi vào hoạt động ổn định..... 50
2.1. Đánh giá dự báo các tác động........................................................... 50
2.2. Các công trình biện pháp bảo vệ môi trường đề xuất thực hiện.......... 64
3. Tổ chức thực hiện các công trình, biện pháp bảo vệ môi trường.......................... 78
3.1. Danh mục công trình, biện pháp bảo vệ môi trường của Dự án đầu tư........... 78
3.2. Kế hoạch xây lắp các công trình xử lý chất thải, bảo vệ môi trường, thiết bị quan trắc nước thải, khí thải tự động, liên tục....79
3.3. Tổ chức, bộ máy quản lý, vận hành các công trình bảo vệ môi trường............ 79
4. Nhận xét mức độ chi tiết, tin cậy của các kết quả đánh giá, dự báo.................... 80
NỘI DUNG ĐỀ NGHỊ CẤP GIẤY PHÉP MÔI TRƯỜNG........................................ 82
1. Nội dung đề nghị cấp giấy phép môi trường đối với nước thải........................ 82
1.2. Yêu cầu bảo vệ môi trường đối với thu gom, xử lý nước thải...................... 82
2. Nội dung đề nghị cấp giấy phép môi trường đối với tiếng ồn, độ rung............. 83
4. Nội dung đề nghị cấp giấy phép môi trường đối với chất thải rắn........................ 83
KẾ HOẠCH VẬN HÀNH THỬ NGHIỆM CÔNG TRÌNH XỬ LÝ CHẤT THẢI VÀ CHƯƠNG TRÌNH QUAN TRẮC MÔI TRƯỜNG CỦA DỰ ÁN... 86
1. Kế hoạch vận hành thử nghiệm công trình xử lý chất thải của dự án............... 86
2. Chương trình quan trắc chất thải theo quy định của pháp luật......................... 86
CAM KẾT CỦA CHỦ DỰ ÁN ĐẦU TƯ........................................................ 87
Chương 1
THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ
1.Tên chủ Dự án đầu tư:
- Tên chủ dự án đầu tư: Công ty TNHH Sản phẩm thông minh.........
- Địa chỉ văn phòng: Khu công nghiệp Bá Thiện, thị trấn Bá Hiến, huyện Bình Xuyên, tỉnh Vĩnh Phúc.
- Điện Thoại:.........
- Người đại diện theo pháp luật của chủ dự án: ......
- Chức vụ: Phó Tổng giám đốc
- Giấy chứng nhận đăng ký kinh doanh số ........ do Sở kế hoạch đầu tư tỉnh Vĩnh Phúc – Phòng đăng kí kinh doanh cấp đăng kí lần đầu ngày 20 tháng 06 năm 2023.
- Giấy chứng nhận đầu tư mã số dự án ...... chứng nhận lần đầu ngày 05/06/2023, do Ban quản lý các khu công nghiệp tỉnh Vĩnh Phúc cấp cho Công ty TNHH Sản phẩm thông minh ... Việt Nam.
2.Tên dự án đầu tư
Dự án công nghệ thông minh
- Địa điểm dự án: “Dự án công nghệ thông minh” của Công ty TNHH Sản phẩm thông minh được thực hiện tại KCN Bá Thiện, thị trấn Bá Hiến, huyện Bình Xuyên, tỉnh Vĩnh Phúc. Dự án có thuê lại nhà xưởng của Công ty TNHH In điện tử.... với diện tích là 8.340 m2. Hiện nay, nhà xưởng đã được Công ty TNHH In điện tử Minh Đức xây dựng hoàn thiện.(Hợp đồng thuê xưởng được đính kèm trong phụ lục của báo cáo).
Các vị trí tiếp giáp của dự án như sau:
- Phía Bắc giáp đường nội bộ KCN Bá Thiện
- Phía Đông giáp Công ty cổ phần thương mại và dịch vụ Logistics Đại Dương
- Phía Tây giáp đất trống của KCN Bá Thiện
- Phía Nam giáp đất cây xanh cách ly của KCN Bá thiện
Tọa độ các điểm khép góc khu vực dự án được thể hiện trong bảng sau:
Bảng 1.1: Tọa độ vị trí địa lý của dự án
|
Tọa độ |
Hệ tọa độ VN-2000, kinh tuyến trục 105, múi chiếu 3 |
|
|
X(m) |
Y(m) |
|
|
1 |
2358342.381 |
569912.016 |
|
2 |
2358280.687 |
569869.053 |
|
3 |
2358332.673 |
569799.667 |
|
4 |
2358394.379 |
569845.511 |

Hình 1.2: Tổng mặt bằng Khu đất Công ty TNHH........
- Cơ quan thẩm định thiết kế xây dựng, cấp các loại giấy phép có liên quan đến môi trường của dự án:
+ Cơ quan thẩm duyệt thiết kế về phương án PCCC: Cảnh sát Phòng cháy và chữa cháy tỉnh Vĩnh Phúc.
+ Cơ quan cấp Giấy phép môi trường của dự án đầu tư: UBND tỉnh Vĩnh Phúc.
- Quy mô của dự án (phân loại theo tiêu chí quy định của pháp luật về đầu tư công): “Dự án công nghệ thông minh” có tổng vốn đầu tư: 236.150.000.000 VNĐ (Bằng chữ: Hai trăm ba mươi sáu tỷ, một trăm năm mươi triệu đồng Việt Nam).
Theo tiêu chí quy định của pháp luật về đầu tư công, dự án đầu tư được phân loại thuộc nhóm B: Dự án thuộc lĩnh vực sản xuất công nghiệp có tổng mức đầu tư từ 80 tỷ đồng đến dưới 1.500 tỷ đồng (theo khoản 3, Điều 9 Luật Đầu tư công).
Đây là dự án đầu tư mới. Do vậy, căn cứ theo Điều 39; khoản 3 Điều 41; Luật bảo vệ môi trường, Dự án thuộc đối tượng phải có giấy phép môi trường, thẩm quyền thẩm định, cấp giấy phép của Công ty là UBND tỉnh Vĩnh Phúc.
3.Công suất, công nghệ, sản phẩm sản xuất của dự án đầu tư
3.1.Công suất của dự án đầu tư
Bảng 1.2: Quy mô công suất của dự án
|
TT |
Loại hình |
Quy mô dựa án |
Mã ngành theo VSIC |
|
I |
Quy mô sản xuất |
||
|
1 |
Sản xuất các sản phẩm khóa cửa thông minh kỹ thuật số, khóa đòn bẩy thông minh, và các thiết bị liên quan đến khóa cửa thông minh kỹ thuật số. |
2.000.000 sản phẩm/năm |
3290 |
|
2 |
Thực hiện quyền xuất khẩu, quyền nhập khẩu, quyền phân phối bán buôn (không thành lập cơ sở bán buôn) các hàng hóa theo mục tiêu đăng kí. |
410.400 sản phẩm/năm |
8299, 4690 |
|
II |
Quy mô nhân lực |
180 người |
- |
3.2.Công nghệ sản xuất của dự án, đánh giá việc lựa chọn công nghệ sản xuất của dự án đầu tư.
Công nghệ sản xuất của dự án là công nghệ tiên tiến, đảm bảo tổ chức chặt chẽ theo quy trình khép kín vòng tròn, quá trình thực hiện được đồng bộ, giảm thiểu chi phí và nâng cao năng suất, đảm bảo được chất lượng sản phẩm đầu ra và trách các ảnh hưởng đến môi trường xung quanh.
Chủ dự án cam kết đảm bảo về chất lượng sản phẩm đầu ra phù hợp với các quy định của pháp luật hiện hành, đảm bảo về chất lượng sản phẩm theo yêu cầu của đối tác. Sản phẩm của dự án đòi hỏi độ chính xác cao, việc kiểm soát chất lượng sản phẩm được thực hiện rất chặt chẽ, tuân thủ triệt để quy trình của hệ thống quản lý chất lượng ISO hiện hành. Chất lượng sản phẩm được kiểm soát từ khâu nhập nguyên liệu đến khâu sản xuất thành phẩm và được kiểm soát từng công đoạn. Sơ đồ quy trình công nghệ sản xuất khóa cửa thông minh của dự án được trình bày cụ thể như sau:
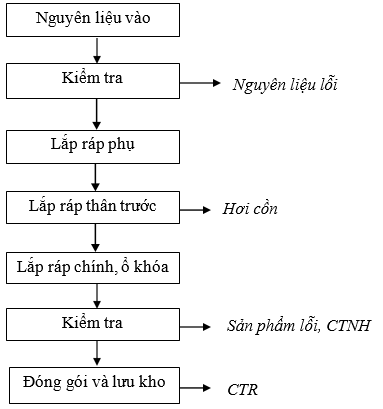
Hình 1.3: Quy trình sản xuất khóa cửa
* Thuyết minh quy trình sản xuất:
(1).Nguyên vật liệu đầu vào: Là các chi tiết để lắp ráp thành bộ phận khóa cửa thông minh (được nhập khẩu từ Trung Quốc/ Hàn Quốc) bao gồm: chất bán dẫn, khuôn đúc, nhựa, đèn phát sáng (lens led), nút bảo mật, bảng mạch in, nút bấm, chốt...
(2).Kiểm tra: Trước khi đưa vào sản xuất, các nguyên vật liệu được đem đi kiểm tra, nguyên vật liệu lỗi sẽ trả lại cho nhà cung cấp.
(3).Lắp ráp phụ: Tùy thuộc vào từng vị trí và phụ kiện, công đoạn lắp ráp phụ sẽ được thực hiện thủ công hoặc tự động bằng khoan điện và máy tiếp liệu kiểu vít thông qua đinh và ốc vít. Quy trình lắp ráp phụ được tiến hành tuần tự theo các bước sau:
+ Lắp ráp phụ 1 (bao gồm các chi tiết như: lò xo pin, thiết bị đầu cuối lò xo 1, dây cáp điện, trang trí);
+ Lắp ráp phụ 2 (khung chính, miếng đệm chính);
+ Lắp ráp phụ 3 (vỏ pin, nhãn vận hành, cờ lê hình chữ L);
+ Lắp ráp phụ 4 (mặt trước khung, niềng đệm trước);
+Lắp ráp phụ 5 (liên kết vít, vít PH, thanh dẫn vít);
+ Lắp ráp phụ 6 ( thẻ khóa, túi poly). (4).Lắp ráp thân trước:
|
Quy trình sản xuất phần thân trước |
||||
|
TT |
Quy trình |
Thiết bị và dụng cụ sử dụng |
Mục |
Chi tiết công việc |
|
1 |
Tiếp nhận linh kiện |
|
Nhận linh kiện từ các nhà cung cấp |
|
|
2 |
Kiểm tra linh kiện |
Cân; Tấm nâng; Xe nâng |
Báo cáo |
Xác nhận tên của các linh kiện, kích thước, số lượng,... |
|
3 |
Kiểm tra thu nhận |
Khuôn, cồn, linh kiện, thước kẹp |
Linh kiện |
Kiểm tra linh kiện thu nhận |
|
4 |
Lưu kho |
|
|
Đặt linh kiện đã kiểm tra vào vị trí được chỉ định |
|
5 |
Linh kiện đầu vào |
|
|
Đưa linh kiện đầu vào vào dây chuyền sản xuất |
|
6 |
Lắp ráp, vặn chặt |
Khuôn sản xuất; Khoan điện; Máy tiếp liệu kiểu vít; Dầu máy |
Hộc khóa trước; Thiết bị chốt; Trang trí mặt trước; Trang trí mặt giữa; Nắp trượt; Đinh ốc BH TTB3 6 - 1 |
- Lắp ráp hộc khóa trước vào chốt tại khuôn sản xuất - Vặn ốc vít - Lắp ráp phần trang trí mặt trước - Lắp ráp phần trang trí mặt giữa - Lắp nắp trượt sau khi tra dầu |
|
7 |
Lắp ráp, vặn chặt |
Khuôn sản xuất; Khoan điện; Máy tiếp liệu kiểu vít; Vải mềm Cồn |
Bảng mạch in trước; Thiết bị đầu cuối; Lắp ráp bảng mạch |
- Lắp ráp bảng mạch in trước vào hộp - Hướng dẫn lắp ráp thiết bị đầu cuối - Lắp ráp bảng mạch in phụ và bảng |
|
|
|
|
in phụ; Đinh, ốc vít |
mạch in trước sau khi kết nối - Vít được gắn chặt vào bảng mạch in phụ - Đúc trên đầu nối bảng mạch in phụ |
|
8 |
Lắp ráp |
Khuôn sản xuất; Khoan điện; Máy tiếp liệu kiểu vít |
Đinh, ốc vít |
- Được gắn chặt vào bảng mạch in phía trước bằng ốc vít |
|
9 |
Lắp ráp |
Khuôn ép |
Tấm mặt khóa |
- Lắp ráp tấm mặt khóa vào khuôn ép |
|
10 |
Lắp ráp, vặn chặt |
Khuôn sản xuất; Khoan điện; Máy tiếp liệu kiểu vít; Bàn chải, dầu máy |
Nút chặn lò xo; Khóa tay cầm; Khung chặn; Tay nắm trước; Động cơ tay cầm; Phe gài; Đinh, ốc vít |
- Lắp ráp tay cầm phía trước và hộp trước - Nút chặn lò xo được lắp ráp ở phía trước cabin và ứng dụng mỡ - Lắp ráp tay cầm - Phe gài được gắn chặt vào tay nắm - Lắp ráp nút chặn với nút chặn lò xo - Vặn ốc vít |
|
11 |
Lắp ráp |
Máy điều chỉnh độ nhạy; Bánh dẫn |
|
Điều chỉnh thông số độ nhạy với bộ điều chỉnh độ nhạy |
|
12 |
Lắp ráp, vặn chặt |
Khuôn sản xuất; Khoan điện; Máy tiếp liệu kiểu vít |
Màn hình hướng dẫn; Khung trước; Miếng đệm; Khung phụ; Đinh ốc |
- Lắp ráp dây đai bảng mạch in phía trước - Hướng dẫn vặn chặt vít - Lắp ráp khung trước vớimiếng đệm - Vặn ốc vít ở khung phụ |
|
13 |
Kiểm tra |
Khuôn kiểm tra |
Bộ nhận diện âm thanh; Thẻ khóa |
Kiểm tra |
|
14 |
Quy trình điều chỉnh |
Khuôn sản xuất; Khoan điện; Máy tiếp liệu |
Lắp ráp thân trước, Ắc quy |
Tinh chỉnh sau khi tháo bỏ sản phẩm bị lỗi |
|
|
|
kiểu vít; Bánh dẫn; Khuôn kiểm tra Sắt; Kính lúp |
|
|
|
15 |
Đóng gói |
|
|
Chuyển đến dây chuyền sản xuất thân chính để đóng gói đồng bộ |
(5).Lắp ráp thân chính, ổ khóa
|
Quy trình sản xuất phần thân chính |
||||
|
TT |
Quy trình |
Thiết bị và dụng cụ sử dụng |
Mục |
Chi tiết công việc |
|
1 |
Tiếp nhận linh kiện |
|
|
- Nhận linh kiện từ các nhà cung cấp |
|
2 |
Kiểm tra các linh kiện |
Cân;Tấm nâng; Xe nâng |
Báo cáo |
- Xác nhận tên của các linh kiện, kích thước, số lượng,... |
|
3 |
Kiểm tra thu nhận |
Khuôn; cồn; Linh kiện; Thước kẹp |
Linh kiện |
- Kiểm tra linh kiện thu nhận |
|
4 |
Lưu kho |
|
- Đặt linh kiện đã kiểm tra vào vị trí được chỉ định trong kho |
|
|
5 |
Linh kiện đầu vào |
|
|
- Đưa linh kiện đầu vào vào dây chuyền sản xuất |
|
6 |
Lắp ráp, vặn chặt |
Khuôn sản xuất Khoan chạy điện Máy tiếp liệu kiểu vít |
Đèn LED thông báo;Khóa tay cầm; Loa Khung; Mô- đun bánh răng; Hộp chính; Đinh ốc |
- Lắp khóa tay cầm vào hộp - Chèn đèn LED thông báo vào hộp - Vặn ốc vít sau khi lắp ráp loa vào hộp - Lắp ráp mô-đun bánh răng vào hộp |
|
7 |
Lắp ráp, vặn chặt |
Khoan điện Máy tiếp liệu |
Trục lò xo; Ổ cắm; Phe gài D = |
- Đặt trục lò xo trên mô-đun bánh răng |
|
|
|
kiểu vít Khuôn sản xuất |
9.3; Cấu trúc tay cầm khung; Vít BH TTB3 * 8 – 2 chỗ |
- Chèn phe gài sau khi chèn ổ cắm - Kết nối Mô-đun bánh răng và ốc vít - Lắp ráp cấu trúc tay cầmkhung |
|
8 |
Lắp ráp, vặn chặt |
Khoan điện Máy tiếp liệu kiểu vít; Bàn chải; Khuôn sản xuất; Dầu máy |
Nút chặn lò xo Khung chặn Đòn bẩy tay cầm H Vít BH TTB3 * 8 – 4 chỗ; Vít BWH TTB3 * 8-3 chỗ |
- Bắt vít giá đỡ cấu trúc - Lắp ráp nút chặn lò xo và chốt chặn - Bắt vít - Nâng tay cầm sau khi lắp ráp, bắt vít |
|
9 |
Lắp ráp, vặn chặt |
Khoan điện; Máy tiếp liệu kiểu vít; Khuôn sản xuất; Bàn chải; Dầu máy |
Lắp ráp tay cầm chính; Lắp ráp lò xo; Tay cầm; Phe gài D = 13,8; Tay cầm khung; Vít BH TTB3 * 8-2 chỗ |
- Lắp ráp tay cầm chính - Tra mỡ sau khi lắp ráp tay cầm chính - Lắp ráp tay cầm - Lắp ráp phe gài và bắt vít |
|
10 |
Lắp ráp, vặn chặt |
Khoan điện Máy tiếp liệu kiểu vít Khuôn sản xuất |
Bảng mạch in chính; Tay cầm tự động; Vít BH TTB3 |
- Lắp tay cầm tự động vào bảng mạch in chính - Lắp ráp và vặn vít chính bảng mạch in - Nguồn điện, kết nối loa - Kết nối đầu nối mô-đun bánh răng |
|
11 |
Kiểm tra |
Khuôn kiểm tra |
Thiết bị báo cháy; Bộ nhận diệnâm thanh; Khóa bấm |
Kiểm tra trước 1. Bật nguồn 2. Kiểm tra hoạt động khuôn nút đo hiện tại 3. Kích hoạt nút đăng ký 4. Kiểm tra mật khẩu, khóa ngoại lực |
|
|
|
|
|
5. Đăng ký và xác thực khóa thẻ 6. Kiểm tra khóa thủ công/tự động 7. Chức năng khóa nội bộ 8. Kiểm tra báo động xâm nhập 9. Kiểm tra vận hành với điện áp thấp 10. Kiểm tra 11. Kiểm tra cài đặt âm lượng 12. Bộ nhận diện giọng nói, kiểm tra nhận dạng đăng ký điều khiển từ xa 13. Kiểm tra hoạt động trên 9V |
|
12 |
Quy trình điều chỉnh |
Khuôn sản xuất; Khoan điện; Máy tiếp liệu kiểu vít; Bánh dẫn; Khuôn kiểm tra sắt, kính lúp |
Lắp ráp thân chính; Pin |
Tinh chỉnh sau khi tháo bỏ sản phẩm bị lỗi |
|
13 |
Lắp ráp Đóng gói |
Cồn Vải mềm |
Nắp pin; Số nhãn sê-ri; Khung; Thân chính |
- Lắp nắp pin - Gắn nhãn ghi số se-ri - Lắp khung vào thân chính - Bao bì túi nilon |
|
14 |
Đóng gói |
Cồn Vải mềm |
Lắp ráp thân trước; Hộp trong |
- Làm sạch mặt trước và gắn số sê-ri - Đóng bao bì túi nilon sau khi vệ sinh bên ngoài |
|
15 |
Đóng gói |
|
Lắp ráp thântrước; Lắp ráp thân chính; Ổ cắm; Dập nổi |
- Dập nổi bao bì - Đóng túi nilon phần thân trước - Đóng túi nilon phần thân chính - Bao bì đáy vỉ |
|
16 |
Đóng gói |
|
Pin; Thẻ khóa; Ốc vít; Bản hướng dẫn |
- Làm phồng bao bì trên |
|
|
|
|
|
- Đóng gói ắc quy - Đóng gói thẻ khóa - Đóng gói ốc vít - Đóng gói tài liệu hướng dẫn |
|
17 |
Đóng gói |
|
Hộp quà; Thùng carton; Nhãn ghi số se-ri |
- Đóng góihộp quà - Đính kèm số sê-ri - Đóng gói hộp carton - Đính kèm số sê-ri - Chất lên tấm nâng |
|
18 |
Kiểm tra đầu ra |
Khuôn sản xuất; Máy đo mứcâm thanh; Máy đo mômen xoắn; Khoan điện; Bánh dẫn |
|
Kiểm tra lấy mẫu theo tiêu chuẩn kiểm tra đầu ra |
|
19 |
Vận chuyển |
Tấm nâng Xe nâng tay |
|
Vận chuyển |
|
Quy trình sản xuất ổ khóa |
||||
|
TT |
Quy trình |
Thiết bị và dụng cụ sử dụng |
Mục |
Chi tiết công việc |
|
1 |
Tiếp nhận linh kiện |
|
|
Nhận linh kiện từ các nhà cung cấp |
|
2 |
Kiểm tra các linh kiện |
Cân;Tấm nâng; Xe nâng |
Báo cáo giao dịch |
Xác nhận tên của các linh kiện, kích thước, số lượng,... |
|
3 |
Kiểm tra thu nhận |
Khuôn, cồn Linh kiện Thước kẹp |
Linh kiện |
Kiểm tra linh kiện thu nhận |
|
4 |
Lưu kho |
Xe nâng Xử lý xe nâng |
|
Đặt linh kiện đã kiểm tra vào vị trí được chỉ định |
|
5 |
Linh kiện đầu vào |
|
|
Đưa linh kiện đầu vào vào dây chuyền sản xuất |
|
6 |
Lắp ráp |
Khuôn sản xuất |
Vỏ; Bu lông cạnh ; Tay cầm chặn lò xo; Trục hướng dẫn; Cạnh lò xo; Bu lông móc |
- Lắp ráp bu-lông trong vỏ - Chèn tay cầm chặn lò xo - Chèn trục hướng dẫn - Lò xo cạnh được siết chặt với thencài - Lắp bu lông móc sau khi tra dầu |
|
7 |
Lắp ráp Vặn chặt |
Khoan điện Máy tiếp liệu kiểu vít Khuôn sản xuất |
- Trục tay cầm; Móc hướng dẫn; PCBA; Đòn bẩy khẩn cấp loại B; Ốc vít lò xo đòn bẩy khẩn cấp BWHTTB3 * 6-2 |
- Lắp trục xoay tay cầm sau khi tra dầu - Chèn móc hướng dẫn - Bắt vít tại bảng mạch in - Lắp ráp khóa đòn bẩy khẩn cấp loại B với lò xo - Vặn ốc vít |
|
8 |
Lắp ráp Vặn chặt |
Khuôn sản xuất Khoan điện Máy tiếp liệu kiểu vít Dầu máy Bàn chải |
Chốt; Chốt lò xo; Chốt chặn; Chốt đòn bẩy; Kẹp; Vít BH M2 * 6 |
- Lắp chốt lò xo vào chốt - Siết chặt chốt chặn - Lắp chốt đòn bẩy - Kẹp bảng mạch in và bắt vít |
|
9 |
Lắp ráp |
Bàn chải Dầu máy Khuôn sản xuất |
Đòn bẩy chính; Đòn bẩy phía trước; Đòn bẩy chính trong trường hợp khẩn cấp; Che |
- Lắp ráp đòn bẩy chính và tra dầu - Lắp ráp đòn bẩy phía trước và tra dầu - Lắp ráp đòn bẩy trong trường hợp khẩn cấp và tra dầu - Lắp ráp nắp |
|
10 |
Lắp ráp, Đóng gói |
Khoan điện; Máy tiếp liệu kiểu vít Khuôn sản xuất |
Vít FH M3 * 6 – 5 chỗ |
Bắt vít - 5 chỗ |
|
11 |
Kiểm tra |
Khuôn kiểm tra |
|
1. Kiểm tra động/mở 2. Kiểm tra đóng / mở điện áp thấp 3. Kiểm tra chuyển hướng then cài |
|
|
|
|
|
4. Kiểm tra hoạt động của tay nắm trong trường hợp khẩn cấp 5. Kiểm tra hoạt động của then cài |
|
12 |
Tinh chỉnh |
Khuôn sản xuất Khoan điện Máy tiếp liệu kiểu vít Khuôn kiểm tra Sắt; Kính lúp |
- Lắp ráp ổ cắm - Ắc quy |
Tinh chỉnh sau khi tháo bỏ sản phẩm bị lỗi |
|
13 |
Lắp ráp Đóng gói |
|
- Tấm mặt - Nhãn số sê-ri - Vỏ ổ khóa - Hộp - Túi nilon |
- Đính kèm tấm mặt - Đính kèm nhãn số sê-ri - Đóng gói túi nilon và hộp |
|
14 |
Đóng gói |
|
|
Chuyển đến dây chuyền sản xuất thân chính để đóng gói đồng bộ |
(6).Kiểm tra chức năng: Sản phẩm sẽ được kiểm tra các chức năng như: phát sáng, đóng/mở, bảo mật,... bằng máy kiểm tra UV, máy kiểm tra muối,...
(7).Đóng gói và lưu kho: Các sản phẩm đạt yêu cầu sẽ được đóng gói và lưu kho, chờ xuất xưởng theo yêu cầu. Các sản phẩm sau khi kiểm tra chưa đạt yêu cầu sẽ được chỉnh sửa cho đảm bảo. Các sản phẩm không thể khắc phục, chỉnh sửa sẽ bị loại bỏ.
3.2.3. Đánh giá việc lựa chọn công nghệ của dự án.
Với sự phát triển nhanh chóng của khoa học kỹ thuật hiện nay thì kỹ thuật sản xuất các sản phẩm khóa cửa thông minh kỹ thuật số, khóa đòn bẩy thông minh, và các thiết bị liên quan đến khóa cửa thông minh kỹ thuật số được áp dụng tại dự án là các công nghệ máy móc hiện đại, thân thiện với môi trường, sử dụng ít lao động và giảm tác động đến người lao động trong quá trình sản xuất.
3.3.Sản phẩm của Dự án
- Các sản phẩm khóa cửa thông minh kỹ thuật số, khóa đòn bẩy thông minh, và các thiết bị liên quan đến khóa cửa thông minh kỹ thuật số với quy mô công suất 2.000.000 sản phẩm/năm.
- Thực hiện quyền xuất khẩu, quyền nhập khẩu, quyền phân phối bán buôn (không thành lập cơ sở bán buôn) các hàng hóa theo mục tiêu đang kí: 410.400 sản phẩm/năm.

Hình 1.4: Hình ảnh minh họa sản phẩm của dự án
4.Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng
4.1.Nguyên, nhiên, vật liệu trong gia đoạn thi công cải tạo nhà xưởng, lắp đặt máy móc thiết bị phục vụ sản xuất.
a.Nhu cầu nguyên, nhiên liệu sử dụng
Nguyên vật liệu sử dụng trong quá trình thi công cải tạo lại nhà xưởng được tính toán cẩn thận để hạn chế tồn dư và tránh lãng phí. Nguyên, vật liệu sử dụng trong giai đoạn cải tạo, lắp đặt máy móc thiết bị của dự án như sau:
Bảng 1.3: Thống kê nguyên, vật liệu dự kiến sử dụng trong giai đoạn cải tạo nhà xưởng, lắp dặt máy móc thiết bị dự án
|
TT |
Tên vật liệu |
Đơn vị |
Khối lượng |
Tỉ trọng |
Khối lượng (tấn) |
|
1 |
Tấm xốp EPS-PVC |
m3 |
67,5 |
17 kg/m3 |
1,15 |
|
2 |
Vách ngăn Panel |
m3 |
745 |
20 kg/m3 |
14,9 |
|
3 |
Sắt, thép các loại |
Tấn |
5 |
- |
5 |
|
4 |
Phụ kiện (vít, dây điện,…) |
kg |
250 |
- |
0,25 |
|
Tổng |
|
21,3 |
|||
Tất cả các nguyên, vật liệu phục vụ cho quá trình thi công cải tạo lại nhà xưởng của dự án được chủ đầu tư kí hợp đồng cung cấp với các công ty, các cơ sở buôn bán, nhà máy sản xuất trên địa bàn huyện huyện Bình Xuyên và các vùng lân cận nhằm hạn chế quãng đường vận chuyển nguyên vật liệu và để đảm bảo vật tư cung cấp kịp thời cho công nhân thi công lắp đặt. Lượng nguyên, vật liệu chỉ mang tính chất tương đối, Chủ Dự án sẽ điều chỉnh phù hợp với hoạt động của dự án để đạt hiệu quả cao nhất.
b.Nhu cầu sử dụng điện
- Nguồn cấp: Nguồn điện từ mạng lưới điện KCN Bá Thiện
- Ước tính nhu cầu sử dụng điện cho hoạt động cải tạo nhà xưởng và lắp đặt máy móc, thiết bị khoảng 1.000 kWh/tháng.
c.Nhu cầu sử dụng nước
- Nguồn cấp: Nguồn nước sử dụng cho dự án trong giai đoạn cải tạo được lấy từ nguồn nước sạch cấp cho KCN Bá Thiện.
- Ước tính nhu cầu sử dụng nước của Dự án cho hoạt động cải tạo nhà xưởng và lắp đặt máy móc, thiết bị với khoảng 10 công nhân làm việc thường xuyên tại Dự án. Theo TCXDVN 33:2006 – Cấp nước – Mạng lưới đường ống và công trình tiêu chuẩn thiết kế định mức nước cấp sinh hoạt cho mỗi người là 25 lít/người/ca với hệ số điều hòa là 3. Như vậy, lưu lượng nước cấp phục vụ cho giai đoạn này khoảng 0,75 m3/ngày.
4.2.Nguyên, nhiên, vật liệu trong gia đoạn dự án đi vào hoạt động ổn định.
a. Nhu cầu sử dụng nguyên vật liệu sản xuất
Nguyên liệu đầu vào của dự án được mua từ các đơn vị trong nước hoặc được nhập khẩu từ nước ngoài về. Trước khi nhập kho, các nguyên liệu sẽ được kiểm tra ngoại quan về nhãn mác và các thông tin về sản phẩm. Nguyên vật liệu đạt yêu cầu sẽ được lưu kho, nếu không đạt yêu cầu sẽ thông báo đến nhà cung cấp để hoàn trả lại theo hình thức nhà cung cấp sẽ cắt cử bộ phận nghiệp vụ đến nhận lại nguyên, vật liệu lỗi, hỏng đã giao cho Chủ đầu tư. Nhu cầu về nguyên vật liệu sử dụng trong quá trình hoạt động của dự án khi đi vào sản xuất ổn định được liệt kê trong bảng sau:
Bảng 1.4: Nhu cầu nguyên vật liệu của dự án
|
TT |
Nguyên vật liệu |
Đơn vị |
Số lượng TB năm |
Quy đổi ra tấn |
|
1 |
Cụm thân trước của khóa |
Bộ |
2.100.000 |
42 |
|
2 |
Cụm thân chính của khóa |
Bộ |
2.100.000 |
105 |
|
3 |
Bảng mạch điện tử |
Chiếc |
2.400.000 |
4,8 |
|
4 |
Chốt khóa |
Chiếc |
2.000.000 |
20 |
|
5 |
Tay cầm của khóa |
Chiếc |
2.000.000 |
60 |
|
6 |
Loa tín hiệu của khóa |
Chiếc |
2.100.000 |
21 |
|
7 |
Vi mạch điều khiển hoạt động của khóa |
Chiếc |
2.100.000 |
10,5 |
|
8 |
Nắp bảo vệ pin |
Chiếc |
2.000.500 |
4 |
|
TT |
Nguyên vật liệu |
Đơn vị |
Số lượng TB năm |
Quy đổi ra tấn |
|
9 |
Khung chứa pin |
Chiếc |
2.000.200 |
6 |
|
10 |
Dây kết nối |
Chiếc |
2.100.000 |
1,05 |
|
11 |
Lò so cuộn |
Chiếc |
2.100.000 |
0,42 |
|
12 |
Thanh cố định chốt cửa |
Chiếc |
2.000.000 |
10 |
|
13 |
Cụm ổ khóa |
Bộ |
2.100.000 |
42 |
|
14 |
Thẻ chìa khóa |
Chiếc |
2.000.000 |
0,2 |
|
15 |
Khung chứa ổ khóa |
Chiếc |
2.000.000 |
0,16 |
|
16 |
Miếng đệm của khóa |
Chiếc |
2.000.000 |
0,6 |
|
17 |
Đinh vít |
Bộ |
20.000.000 |
0,1 |
|
18 |
Pin Alkaline |
Chiếc |
3.200.000 |
37,12 |
|
19 |
Pin Lithinum |
Chiếc |
1.600.000 |
12,16 |
|
20 |
Cụm cảm biến vận tay |
Bộ |
2.400.000 |
79,2 |
|
21 |
Vật liệu đóng gói (túi poly, băng dính, bảng hướng dẫn….) |
Tấn |
10,2 |
10,2 |
|
Tổng |
466,51 |
|||
b.Nhu cầu sử dụng hóa chất
Nguồn cung cấp: Hầu hết các loại hóa chất sử dụng cho dự án được mua từ các đơn vị phân phối tại Việt Nam hoặc nhập khẩu từ nước ngoài. Công ty cam kết không sử dụng các loại hóa chất thuộc hàng cấm theo quy định của Việt Nam.
>>> XEM THÊM: Báo cáo đánh giá tác động môi trường nhà máy chế biến Tôm xuất khẩu
GỌI NGAY – 0903 649 782 - 028 351 46 426



Tin liên quan
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất giấy
- › Hồ sơ cấp giấy phép môi trường nhà máy sản xuất nam châm
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất thiết bị điện, điện tử
- › Báo cáo đề xuất cấp giấy phép môi trường dự án sản xuất gạch và xi măng
- › Báo cáo đề xuất cấp Giấy phép môi trường nhà máy sản xuất gỗ ván ép
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất phân bón
- › Báo cáo đề xuất cấp GPMT nhà máy chế biến tinh bột mì
- › Hồ sơ xin giấy phép môi trường gồm những gì?
- › Báo cáo đề xuất cấp (GPMT) dự án nhà máy sản xuất thuốc bảo vệ thực vật
- › Báo cáo đánh giá tác động môi trường dự án nhà máy xay xát lúa gạo
Bình luận (0)
HOTLINE
![]()
HOTLINE:
0903649782 - 028 35146426
CÁC DỰ ÁN ĐẦU TƯ








HOTLINE

HOTLINE:
0903649782 - 028 35146426
nguyenthanhmp156@gmail.com
Gửi bình luận của bạn