Tham vấn báo cáo đánh giá tác động môi trường nhà máy in và sản xuất bao bì
Tham vấn báo cáo đánh giá tác động môi trường (ĐTM) nhà máy in và sản xuất bao bì carton, túi giấy, túi hộp. Nâng cao hiệu quả kinh tế, mang lại lợi ích cho doanh nghiệp, góp phần tăng ngân sách Nhà nước thông qua các khoản thuế.
Ngày đăng: 12-05-2025
364 lượt xem
CHƯƠNG 1 THÔNG TIN VỀ DỰ ÁN
1.1..Tên dự án : Dự án Nhà máy in và sản xuất bao bì
1.1.2.Chủ dự án
Tên chủ dự án: Công ty TNHH in, đầu tư, thương mại ...
Địa chỉ trụ sở chính: đường Ngô Quyền, phường Cẩm Thượng, thành phố Hải Dương, tỉnh Hải Dương.
Điện thoại:
Người đại diện theo pháp luật: Ông .... - Giám đốc.
Tiến độ thực hiện dự án: Xây dựng hoàn thành và đưa dự án vào hoạt động trong thời hạn 36 tháng, kể từ ngày quyết định chấp thuận chủ trương đầu tư đồng thời chấp thuận nhà đầu tư thực hiện dự án.
1.1.3.Vị trí địa lý của địa điểm thực hiện dự án
Dự án Nhà máy in và sản xuất bao bì được thực hiện trên diện tích 104.648,2m2 thuộc xã Hồng Hưng và xã Toàn Thắng, huyện Gia Lộc, tỉnh Hải Dương. Trong đó :
+ Diện tích đất thực hiện dự án : 98.865,2 m2
+ Diện tích đất hành lang giao thông : 5782 m2. Ranh giới tiếp giáp của dự án như sau:
- Phía Bắc: Giáp mương nước và đường vào dự án;
- Phía Đông: Giáp đất canh tác;
- Phía Nam: Giáp trục đường Bắc - Nam
- Phía Tây: Giáp đất canh tác;
Tọa độ các điểm góc khép kín của dự án như sau: ![]() (Hệ tọa độ VN2000, kinh tuyến trục 105030’ múi chiếu 30)
(Hệ tọa độ VN2000, kinh tuyến trục 105030’ múi chiếu 30)
|
Điểm góc |
X(m) |
Y(m) |
|
1 |
2305547.69 |
582639.06 |
|
2 |
2305550.12 |
583109.78 |
|
3 |
2305341.62 |
583112.20 |
|
4 |
2305336.15 |
582641.51 |
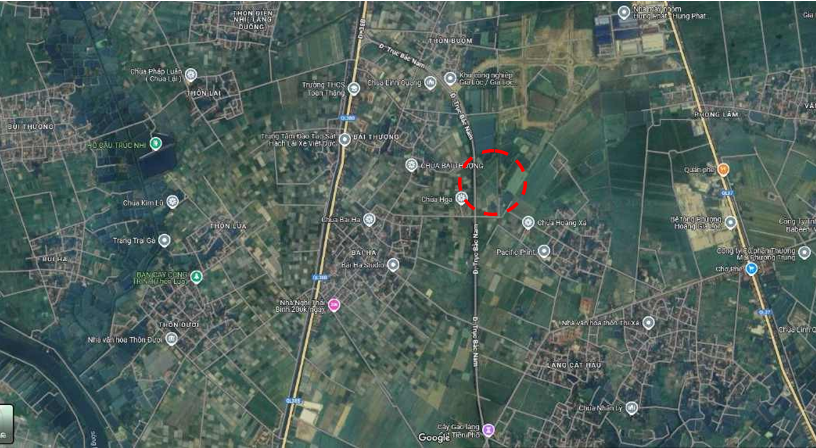
Hình 1.1. Sơ đồ vị trí dự án
1.1.4.Hiện trạng quản lý, sử dụng đất, mặt nước của dự án
Khu đất dự án chủ yếu là đất lúa, đất giao thông, đất thủy lợi… do các hộ gia đình, cá nhân và UBND xã quản lý.
Bảng 1.1. Hiện trạng sử dụng đất của dự án
|
TT |
Loại đất |
Diện tích (m2) |
|
1 |
Đất trồng lúa nước (LUC) |
39.112 |
|
2 |
Đất giao thông (DGT), Đất thủy lợi (ĐTL) |
65.536,2 |
|
|
Tổng cộng |
104.648,2 |
Nguồn: Công ty TNHH in, đầu tư, thương mại
1.1.5.Khoảng cách từ dự án tới khu dân cư và khu vực có yếu tố nhạy cảm về môi trường
*Các đối tượng KT - XH:
- Khu dân cư gần nhất: Dự án cách khu dân cư thôn Bái Hạ xã Toàn Thắng và thôn Cát Hậu xã Hồng Hưng khoảng 110 m.
- Các công trình văn hóa, tôn giáo, di tích lịch sử: Khu vực thực hiện dự án không có, không giáp các công trình văn hóa, tôn giáo và di tích lịch sử.
*Các đối tượng tự nhiên:
- Hệ thống giao thông: cách đường QL 38B khoảng 500 m, giáp đường Trục Bắc –Nam nên rất thuận lợi cho quá trình thi công xây dựng cũng như khi đi vào vận hành của dự án.
- Hệ thống kênh mương thoát nước: Phía Tây dự án giáp mương thoát nước của khu vực.
1.1.6.Mục tiêu; loại hình, quy mô, công suất và công nghệ sản xuất
1.1.6.1.Mục tiêu của dự án
Việc đầu tư Nhà máy in và sản xuất bao bì của Công ty TNHH in, đầu tư, thương mại nhằm đạt được các mục tiêu sau:
- Sản xuất bao bì carton, túi giấy, túi hộp.
- Nâng cao hiệu quả kinh tế, mang lại lợi ích cho doanh nghiệp, góp phần tăng ngân sách Nhà nước thông qua các khoản thuế.
- Tạo công ăn việc làm ổn định cho 378 lao động của Dự án.
1.1.6.2.Loại hình, quy mô, công suất của dự án
|
TT |
Nội dung |
ĐVT |
Số lượng |
|
I |
Sản xuất bao bì carton |
|
|
|
1 |
Sản xuất hộp giấy 3 lớp |
tấn/năm |
20.000 |
|
2 |
Sản xuất hộp giấy 5 lớp |
tấn/năm |
20.000 |
|
II |
Sản xuất túi giấy, hộp giấy |
|
|
|
1 |
Sản xuất hộp giấy |
tấn/năm |
10.000 |
|
2 |
Sản xuất túi giấy |
tấn/năm |
10.000 |
Công nghệ của dự án
Dự án sử dụng công nghệ phổ biến trong lĩnh vực sản xuất bao bì carton, túi giấy, túi hộp hiện nay tại Hải Dương.
1.2.Các hạng mục công trình của dự án
Bảng 1.2. Các hạng mục công trình của Dự án
|
TT |
Hạng mục |
Đơn vị |
Diện tích |
|
I |
Các hạng mục công trình chính |
|
|
|
1 |
Nhà điều hành 7 tầng |
m2 |
945 |
|
2 |
Nhà khách 3 tầng |
m2 |
525 |
|
3 |
Nhà văn phòng, giới thiệu sản phẩm |
m2 |
1701 |
|
4 |
Nhà ăn nghỉ ca công nhân 5 tầng |
m2 |
450 |
|
5 |
Nhà kho |
m2 |
3600 |
|
6 |
Nhà xưởng |
m2 |
46.400 |
|
II |
Các hạng mục công trình phụ trợ |
|
|
|
7 |
Nhà để xe 2 tầng |
m2 |
675 |
|
8 |
Sân thể thao |
m2 |
900 |
|
9 |
Khu hạ tầng kỹ thuật |
m2 |
1350 |
|
10 |
Sân đường nội bộ |
m2 |
22.334 |
|
III |
Các hạng mục công trình bảo vệ môi trường |
|
|
|
16 |
Khu xử lý nước thải |
m2 |
540 |
|
17 |
Kho chứa chất thải |
m2 |
90 |
|
18 |
Cây xanh |
m2 |
19.945 |
|
19 |
Hồ điều hòa |
|
|
Nguồn: Công ty TNHH in, đầu tư, thương mại
1.2.1.Các hạng mục công trình chính
- Nhà xưởng, kho: được xây 01 tầng. Kết cấu khung thép zamil, móng, sàn BTCT, tường xây gạch, mái lợp tôn sóng công nghiệp. Cửa ra vào là cửa cuốn nhôm, cửa cuốn tự động hoặc cửa thép (loại 1 cánh hoặc 2 cánh), cửa sổ là cửa chớp tôn. Trong xưởng bố trí các khu vực sản xuất, kho chứa nguyên liệu.
1.2.2.Các hạng mục công trình phụ trợ
- Nhà điều hành: xây 07 tầng. Kết cấu móng BTCT, tường xây gạch, trát vữa xi măng cát vàng, quét sơn, mái đổ bê tông, có lợp tôn cách nhiệt; nền lát gạch ceramic. Cửa ra vào, cửa sổ là cửa panô kính hoặc cửa kính khung nhôm.
- Nhà khách: xây 03 tầng. Kết cấu móng BTCT, tường xây gạch, trát vữa xi măng cát vàng, quét sơn, mái đổ bê tông, có lợp tôn cách nhiệt; nền lát gạch ceramic. Cửa ra vào, cửa sổ là cửa panô kính hoặc cửa kính khung nhôm.
- Nhà văn phòng, giới thiệu sản phẩm: xây 01 tầng. Kết cấu móng BTCT, tường xây gạch, trát vữa xi măng cát vàng, quét sơn, mái đổ bê tông, có lợp tôn cách nhiệt; nền lát gạch ceramic. Cửa ra vào, cửa sổ là cửa panô kính hoặc cửa kính khung nhôm.
- Nhà ăn nghỉ ca công nhân: xây 05 tầng. Kết cấu móng BTCT, tường xây gạch, trát vữa xi măng cát vàng, quét sơn, mái đổ bê tông, có lợp tôn cách nhiệt; nền lát gạch ceramic. Cửa ra vào, cửa sổ là cửa panô kính hoặc cửa kính khung nhôm.
- Các công trình sản xuất khác và phụ trợ: Cổng, tường rào, nhà bảo vệ, nhà vệ sinh, khu xử lý nước thải, nhà để xe... kết cấu tường xây gạch, trát vữa xi măng, quét sơn, mái tôn cách nhiệt, nền xi măng hoặc lát gạch ceramic.
-Sân đường nội bộ:
Sân đường nội bộ được lu nèn K = 0,9. Kết cấu mặt đường bằng bê tông đá 2×4 dày 20 cm. Bề rộng mặt đường lớn hơn 3,5m, thiết kế đảm bảo cho xe vận chuyển và xe PCCC có thể ra vào tất cả các vị trí trong Dự án.
-Hệ thống cấp điện:
Dự án sử dụng nguồn điện lấy từ lưới điện của địa phương. Công ty đầu tư lắp trạm biến áp riêng công suất 250 KVA. Hệ thống điện của toàn Dự án được chia làm 2 hệ thống riêng biệt, toàn bộ hệ thống điện cấp cho sản xuất và sinh hoạt, chiếu sáng bên trong Dự án được đi bằng hệ thống cáp ngầm.
+ Hệ thống dẫn điện từ trạm biến áp đến các nhà xưởng và các công trình phụ dùng loại cáp 1 lõi và nhiều lõi. Hệ thống dây điện được luồn trong ống sắt.
+ Các thiết bị điện như cầu dao, ổ cắm, công tắc, rơle, cầu chì... được nhập từ các hãng sản xuất có uy tín để đảm bảo việc cung cấp điện cho sản xuất.
+ Các nhà xưởng được đầu tư hệ thống đèn chiếu sáng đủ để đảm bảo điều kiện làm việc cho công nhân.
Ngoài ra, Công ty trang bị 01 máy phát điện công suất 175 KW để dự phòng sản suất khi mất điện.
-Hệ thống cấp nước:
+ Cấp nước: Nước cấp cho Dự án chủ yếu phục vụ vào mục đích sinh hoạt, sản xuất, PCCC, rửa đường và tưới cây. Toàn bộ lượng nước này đều được lấy từ hệ thống cấp nước của khu vực. Nước sạch qua đồng hồ đo và chảy vào bể chứa nước của Dự án và được bơm lên các bồn chứa nước inox cấp cho các khu vực sử dụng.
+ Hệ thống phân phối nước:
++ Cho nhu cầu sinh hoạt, sản xuất: Nước sạch từ bể chứa nước phân phối tới các khu vực tiêu thụ nước như khu vực sản xuất, nhà bếp, nhà vệ sinh... bằng mạng lưới đường ống nhựa PVC. Mạng lưới cấp nước bao gồm các đường ống chính có kích thước D100 và các đường ống nhánh phân phối có kích thước D65, D50, D32.
++ Cho nhu cầu vệ sinh và tưới cây: Nước từ bể chứa được bơm vào hệ thống mạng lưới đường ống chính chạy xung quanh Dự án. Mạng lưới làm từ ống nhựa PVC có đường kính D32. Trên mạng lưới có lắp đặt các van vòi D21 để lấy nước.
-Hệ thống thông tin liên lạc:
Gồm có: Trung tâm điện thoại, fax, e-mail. Khu vực văn phòng và các bộ phận làm việc có số điện thoại riêng.
1.2.3.Các hạng mục công trình xử lý chất thải và bảo vệ môi trường
- Hệ thống thu gom và thoát nước mưa:
Hệ thống thu gom, thoát nước mưa của Dự án bao gồm:
+ Hệ thống thoát nước mái: Nước mưa theo các ống dẫn PVC từ trên mái các công trình chảy xuống hệ thống cống thoát nước mặt ở phía dưới. Các ống dẫn PVC có đường kính D110.
+ Hệ thống thoát nước mặt: Nước mưa chảy tràn trên toàn bộ bề mặt khu vực Dự án được thu gom vào hệ thống hố ga, cống thoát bằng bê tông đặt ngầm dưới đất, chạy xung quanh khu vực Dự án. Hệ thống cống thoát nước có kết cấu BTCT, kích thước D400, D600, độ dốc hệ thống i = 0,2%. Tại những chỗ ngoặt bố trí song chắn rác và các hố ga có kích thước 100 cm × 100 cm × 100 cm để lắng cặn, tổng cộng có 16 hố ga. Công ty có 01 điểm xả nước mưa ra mương thoát nước của khu vực. Tọa độ điểm xả thải (theo hệ tọa độ VN2000, kinh tuyến trục 105030’, múi chiếu 30) như sau: Điểm xả nước mưa: X(m) = 2295906,322; Y(m) = 585882,353
-Hệ thống thoát nước thải:
+ Nước thải sinh hoạt phát sinh chủ yếu từ các khu vệ sinh và từ bếp ăn được xử lý sơ bộ bằng bể phốt, bể tách mỡ sau đó được dẫn về HTXL nước thải chung của Dự án.
Công trình xử lý nước thải: Công ty dự kiến đầu tư HTXL nước thải chung công suất 35 m3/ngày đêm để xử lý nước thải phát sinh từ quá trình sản xuất và sinh hoạt của Dự án. Nước thải sau xử lý đảm bảo đạt giá trị Cmax với hệ số K = 1,2 của QCVN 14:2008/BTNMT, mức A và giá trị Cmax với hệ số Kq = 0,9, Kf = 1,2 của QCVN 40:2011/BTNMT, mức A.
Công ty có 01 điểm xả nước thải sinh hoạt ra mương thoát nước của khu vực. Tọa độ điểm xả thải (theo hệ tọa độ VN2000, kinh tuyến trục 105030’, múi chiếu 30) như sau: Điểm xả nước thải: Xt(m) = 2295929,765; Yt(m) = 585962,630
-Công trình xử lý bụi và khí thải:
Dự án sử dụng nồi hơi đốt củi đi kèm hệ thống xử lý khí thải kèm theo, khí thải phát sinh được xử lý đạt mức B của QCVN 19:2009/BTNMT trước khi thải ra môi trường.
-Công trình lưu giữ, xử lý CTR, CTNH:
+ Đối với CTR sinh hoạt: Dự án bố trí 20 thùng rác loại 25 lít đặt tại khu văn phòng, nhà ăn và 02 thùng rác loại 120 lít tại khu vực nhà bếp.
+ Đối với CTR sản xuất và CTNH: Công ty bố trí một kho chứa rác có tổng diện tích 90 m2. Kết cấu BTCT, tường xây gạch, trát vữa, quét sơn, mái lợp tôn, nền láng xi măng chống thấm. Trong kho được ngăn chia thành 02 khu vực riêng biệt.
+ Khu vực chứa chất thải nguy hại: 20 m2. Trong kho chứa có phân chia các khu vực chứa đối với từng loại chất thải riêng biệt, có dán nhãn…
+ Khu vực chứa chất thải rắn thông thường: 70 m2.
-Công trình phòng ngừa, ứng phó sự cố môi trường
Dự án không nằm trong danh mục thuộc loại hình sản xuất, kinh doanh, dịch vụ có nguy cơ gây ô nhiễm môi trường (phụ lục II, Nghị định số 08/2022/NĐ-CP ngày 10/01/2022 của Chính phủ). Các phương án, biện pháp phòng ngừa ứng phó sự cố môi trường được trình bày cụ thể tại Chương 3 của báo cáo.
1.2.4.Các công trình đảm bảo dòng chảy tối thiểu, bảo tồn đa dạng sinh học; công trình giảm thiểu tác động do sạt lở, sụt lún, xói lở, bồi lắng, nhiễm mặn, nhiễm phèn Không có.
1.2.5.Các các công trình bảo vệ môi trường khác
Hệ thống thông gió: Nhà xưởng được thực hiện thông gió tự nhiên với hệ thống các cửa sổ thông thoáng xung quanh nhà xưởng kết hợp với các cửa chính và quạt thông gió.
Cây xanh: Cây trồng trong khuôn viên Dự án sẽ được trồng đa phần là cây gỗ có tán thấp như cây bằng lăng, cây xoài… Cây gỗ có tán được trồng dọc theo tường rào của Dự án. Ngoài ra, cây xanh còn được trồng xen kẽ giữa các nhà xưởng để tạo bóng mát và cảnh quan cho Dự án, nhằm tạo không gian xanh sạch đẹp, tăng tính mỹ quan và môi trường làm việc, đồng thời góp phần đảm bảo vệ sinh môi trường sinh thái, đảm bảo tỷ lệ diện tích cây xanh theo quy định (20,12%).
-Hệ thống phòng cháy chữa cháy (PCCC):
Thiết kế và lắp đặt hoàn chỉnh hệ thống PCCC, bao gồm hệ thống phòng cháy chữa cháy ban đầu, hệ thống chữa cháy họng nước vách tường và hệ thống báo cháy tự động theo các quy định của TCVN và QCVN về PCCC.
+ Hệ thống chữa cháy ban đầu: Trong trường hợp đám cháy mới phát sinh với diện tích nhỏ có thể sử dụng các bình chữa cháy xách tay để chữa. Bình chữa cháy cầm tay trang bị cho công trình là loại bình bột MFZ4, CO2, MT3.
-Hệ thống chống sét:
Để đảm bảo cho quá trình sản xuất được an toàn, liên tục và tránh thiệt hại về tài sản, con người do sét gây ra, tại nhà xưởng chính và các công trình phụ trợ đều có thiết kế hệ thống chống sét hoàn chỉnh theo tiêu chuẩn TCVN 9385:2012 - Chống sét cho công trình xây dựng - hướng dẫn thiết kế, kiểm tra và bảo trì hệ thống. Hệ thống chống sét bao gồm: Bộ phận thu sét, bộ phận dẫn xuống, các loại mối nối, điểm kiểm tra đo đạc, bộ phận dây dẫn nối đất, bộ phận cực nối đất.
1.2.6.Đánh giá việc lựa chọn công nghệ, hạng mục công trình và hoạt động của dự án đầu tư có khả năng tác động xấu đến môi trường
Dự án sử dụng công nghệ phổ biến trong lĩnh sản xuất bao bì hiện nay tại Hải Dương. Tác động đến môi trường từ hoạt động sản xuất của dự án không phức tạp và có thể kiểm soát được bằng các giải pháp đã được áp dụng rộng rãi.
Hạng mục công trình chủ yếu là các nhà xưởng công nghiệp, kết cấu khung thép tiền chế, lợp tôn sóng công nghiệp thông thường không gây tác động xấu đến môi trường.
1.3.Nguyên, nhiên vật liệu, hóa chất sử dụng của dự án; nguồn cung cấp điện, nước và các sản phẩm của dự án
1.3.1.Nhu cầu nguyên vật liệu phục vụ giai đoạn thi công, xây dựng
*Khối lượng vật liệu san lấp:
- Nguyên tắc thiết kế:
+ Đảm bảo thoát nước chung cho dự án và phù hợp với các khu vực lân cận.
+ Thiết kế san nền đảm bảo thoát nước tốt, không ngập lụt, giao thông được thuận lợi, an toàn.
+ Độ dốc san nền bám theo hướng dốc nền địa hình tự nhiên, hạn chế tối đa khối lượng đào đắp.
- Giải pháp san nền:
+ Phạm vi san lấp: Toàn bộ diện tích khu đất dự án.
+ Khu vực dự án chủ yếu là đất nông nghiệp
+ Hướng dốc san nền lấy từ hướng Tây sang Đông, độ dốc san nền 0,05%; 0,1%; 0,25%. San nền theo phương pháp đường đồng mức thiết kế, chênh lệch giữa các đường đồng mức là 0,02 m.
Khối lượng vật liệu san lấp:
+ Theo số liệu từ nhà thầu xây dựng, lượng cát cần vận chuyển để san lấp dự án là 36.832 tấn.
+ Vật liệu san lấp là cát đen được mua từ các đơn vị có giấy phép kinh doanh trên địa bàn huyện Gia Lộc, cự ly vận chuyển dự kiến khoảng 3 - 6 km.
*Khối lượng nguyên vật liệu thi công xây dựng các hạng mục công trình:
Khối lượng nguyên vật liệu đáp ứng cho quá trình xây dựng Dự án hạ tầng của dự án được tính dựa trên diện tích xây dựng các công trình, hệ thống giao thông, hệ thống cấp thoát nước... Dự kiến khối lượng nguyên vật liệu là 57.014 (tấn)
Xi măng, đá, sỏi, sắt thép, gạch: Được mua từ các đơn vị cung cấp vật liệu xây dựng tại địa phương, cự ly vận chuyển dự kiến khoảng 3-6 km.
Các thiết bị phụ trợ khác như: Dây điện, bóng chiếu sáng, ống nước,... sẽ được mua của các đơn vị cung ứng tại khu vực xung quanh.
Theo dự toán của Công ty, lượng máy móc thiết bị nhập về phục vụ cho quá trình sản xuất của Dự án ước tính khoảng 500 tấn.
1.3.2.Nhu cầu nguyên vật liệu phục vụ giai đoạn vận hành
Bảng 1.3. Nhu cầu nguyên vật liệu cho 1 năm hoạt động ổn định của Dự án
|
TT |
Nguyên liệu |
ĐVT |
Số lượng |
|
I |
Bao bì carton 3 lớp |
|
|
|
A |
Nguyên vật liệu chính |
|
|
|
1 |
Giấy sóng |
tấn/năm |
2400 |
|
2 |
Giấy mặt |
tấn/năm |
5600 |
|
3 |
Bột sắn |
tấn/năm |
360 |
|
4 |
Phế phẩm thu hồi (13%) |
tấn/năm |
1000 |
|
B |
Nguyên vật liệu phụ |
|
|
|
1 |
Mực in (gốc nước) |
tấn/năm |
80 |
|
2 |
Keo |
tấn/năm |
80 |
|
3 |
Khuôn bản in |
tấn/năm |
80 |
|
II |
Bao bì carton 5 lớp |
|
|
|
A |
Nguyên vật liệu chính |
|
|
|
1 |
Giấy sóng |
tấn/năm |
4800 |
|
2 |
Giấy mặt |
tấn/năm |
8200 |
|
3 |
Bột sắn |
tấn/năm |
600 |
|
4 |
Phế phẩm thu hồi (13%) |
tấn/năm |
1800 |
|
B |
Nguyên vật liệu phụ |
|
|
|
1 |
Mực in |
tấn/năm |
120 |
|
2 |
Keo |
tấn/năm |
120 |
|
3 |
Khuôn bản in |
tấn/năm |
120 |
|
III |
Hộp giấy, túi giấy |
|
|
|
1 |
Giấy mặt |
tấn/năm |
700 |
|
2 |
Bột sắn |
tấn/năm |
300 |
|
3 |
Phế phẩm thu hồi (13%) |
tấn/năm |
900 |
|
4 |
Mực in |
tấn/năm |
40 |
|
5 |
Keo |
tấn/năm |
40 |
|
6 |
Khuôn bản in |
tấn/năm |
40 |
Nguồn: Công ty TNHH in, đầu tư, thương mại
* Đặc tính của một số loại hóa chất
- Bột hồ: thành phần chính là bột sắn bột mua từ các đơn vị cung cấp trên toàn quốc.
Keo dán: Keo dán hữu cơ, thành phần chính từ bột sắn và nước
Mực in: Công ty sử dụng mực in gốc nước dùng các loại nhựa tan trong nước như: Acrylic, Acrylic-Styren,…. (công ty chỉ sử dụng mực in gốc nước - loại mực in thân thiện với môi trường)
Thành phần của mực như sau:
Nhựa acrylic : 30% – 60%
- Bột màu : 8% – 30
- Nước : 10% – 30%
- Phụ gia : 1 – 5%
- Độ mịn: ≤ 5 (μm)
- Độ nhớt: 25 -35 (giây)
- pH (300): 8,3 - 9,0
Dung môi pha mực in: Công ty sử dụng mực in gốc nước; do đó dung môi pha mực in là nước sạch. Nước được sử dụng làm chất pha loãng khi muốn thay đổi độ nhớt của mực in cho phù hợp với tốc độ in.
PAC (Poly Aluminium Chloride): Hóa chất tạo bông. Công thức hóa học [Al2(OH)nCl6-n]m) 30%.
+ Hiệu quả keo tụ và lắng trong gấp 4-5 lần. Tan tốt và nhanh trong nước.
+ PAC ít làm thay đổi độ pH của nước nên sẽ hạn chế việc sử dụng các hóa chất khác (như kiềm) để xử lý do đó giảm bớt ăn mòn thiết bị và giúp giảm chi phí.
+ PAC không làm đục nước khi dùng thừa hoặc thiếu.
+ Không làm phát sinh hàm lượng (SO4)2 – trong nước thải sau xử lý là loại có độc tính đối với vi sinh vật.
+ Liều lượng sử dụng thấp, bông keo to dễ lắng.
+ Để tăng cường tính hiệu quả khi xử lí nước
- PAA trong xử lý nước thải
Khi cho polymer vào nước thải sẽ xảy ra các giai đoạn sau:
+ Các hạt keo bị hấp phụ bởi polymer, không còn bền vững, gọi là quá trình keo tụ.
+ Các hạt keo bị phá vỡ sẽ kết dính với nhau thành các cục bông nhỏ, sau đó thành cụm to hơn và lắng được, gọi là quá trình kết bông.
+ Hóa chất Polymer Anion (Anionic Polyacrylamide) - Với ứng dụng của polymer, bùn sau xử lý đặc và ít hơn, có thể xử lý trực tiếp. Bên cạnh đó sử dụng polymer còn làm thay đổi rất ít độ pH và tăng rất ít độ muối. Từ đó, cho thấy tính chất đa dụng, tiện lợi của polymer trong xử lý nước thải.
- Clo Ca(OCl)2 65-70% có tác dụng khử trùng.
- Nước: Công ty hợp đồng với Nhà máy nước sạch huyện Gia Lộc để cung cấp nước theo nhu cầu sử dụng. Nước sử dụng chủ yếu là cấp nước cho sinh hoạt, ngoài ra còn cấp cho dự phòng PCCC và nước tưới cây, rửa đường.
- Điện: Sử dụng điện lưới quốc gia qua trạm biến áp công suất 250 KVA của Công ty.
- Gas: đặt tại khu nhà bếp nấu ăn cho công nhân. Gas được đưa vào sử dụng là loại gas công nghiệp của Petrolimex và hệ thống đường ống dẫn gas được thiết kế lắp đặt theo tiêu chuẩn an toàn của ngành dầu khí.
- Xăng dầu cấp cho hoạt động của các máy móc: Sử dụng xăng dầu của
Petrolimex, được cung cấp từ các trạm xăng dầu gần khu vực dự án
1.3.3.Nhu cầu về điện, nước và nguyên nhiên liệu khác
Bảng 1.4. Nhu cầu sử dụng điện, nước, nguyên nhiên liệu khác
|
TT |
Loại nhiên liệu |
Đơn vị |
Số lượng |
Nguồn gốc |
|
1 |
Điện |
KWh/năm |
150.000 |
Điện lực Gia Lộc |
|
2 |
Nước phục vụ sinh hoạt |
m3/ngày |
26,5 |
Nguồn nước sạch địa phương |
|
3 |
Nước phục vụ hoạt động của nồi hơi |
m3/ngày |
20 |
|
|
4 |
Nước dự trữ cho PCCC |
m3 |
300 |
|
|
5 |
Than cho lò hơi |
Tấn/năm |
12 |
|
|
6 |
Củi cho lò hơi |
Tấn/năm |
500 |
|
|
7 |
Gas phục vụ nấu ăn |
Tấn/năm |
0,45 |
Petrolimex |
|
8 |
Javel |
Lít/năm |
303,45 |
Việt Nam |
|
9 |
Mật rỉ đường |
Lít/tháng |
227,59 |
Nguồn: Công ty TNHH in, đầu tư, thương mại
1.3.4.Các sản phẩm của dự án
Sản xuất bao bì carton, hộp giấy, túi giấy.
Thị trường tiêu thụ: Sản phẩm của Dự án phục vụ cho thị trường trong và ngoài tỉnh.
1.4.Công nghệ sản xuất, vận hành
Quy trình sản xuất bao bì carton
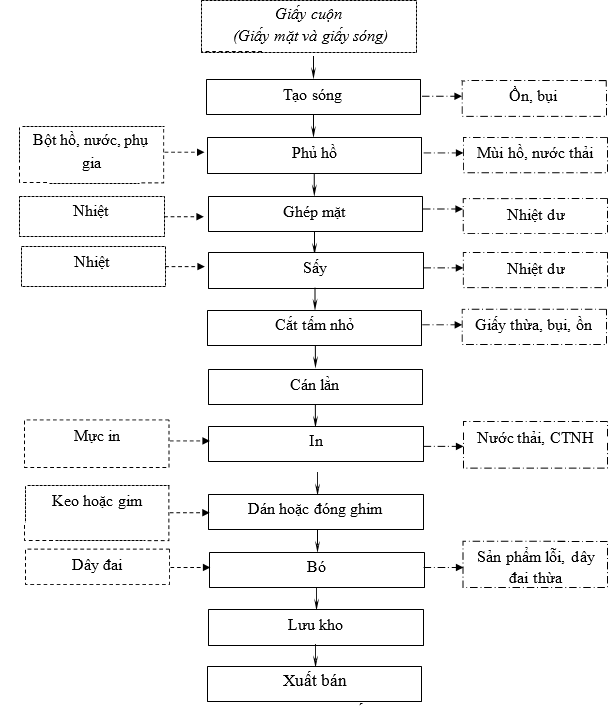
Hình 1.2. Quy trình sản xuất bao bì carton
Đối với quá trình sản xuất các loại bao bì 3 lớp và bao bì 5 lớp; đa số các công đoạn đều giống nhau; chỉ khác nhau ở công đoạn ghép mặt và tạo sóng.
Công đoạn 1: Lựa chọn giấy nguyên liệu đầu vào
a.Lớp giấy vàng: Sử dụng gọi chung cho các màu giấy thùng carton.
Các màu thông dụng như màu vàng, màu nâu, màu trắng. Đó là những cuộn giấy (Giấy cuộn) được sản xuất từ những nhà máy làm giấy trong nước hoặc nước ngoài, bề mặt nhẵn, định lượng do nhà sản xuất và công nghệ của họ tạo ra để đạt được độ cứng, độ bóng khác nhau.
b.Lớp giấy XEO:
Các nhà máy sản xuất giấy cũng sẽ tạo thành từng cuộn tròn lớn (giấy cuộn). Đặc điểm là giấy XEO này có định lượng thấp, mình giấy (bề mặt giấy) mềm, màu nâu hoặc trắng đục thường hay sử dụng để tạo ra lớp giấy sóng.
Công đoạn 2: Tạo “Sóng” giấy
Tiến hành tạo sóng để tăng tính chịu lực cho thùng carton. Tạo ra những đường uốn lượn liên tục nhau có hình như sóng biển.
Máy tạo sóng là một dây truyền dài có hệ thống đỡ, kéo, dán, dập sóng,... các giấy cuộn tạo sự kết dính các lớp để ra thành phẩm.
Công đoạn cán sóng được thực hiện qua các bước sau:
Giấy cuộn (giấy mặt và giấy xeo) → tạo sóng → phủ keo (tỷ lệ pha keo là 100 kg bột hồ/300 lít nước) → ghép mặt → sấy (chạy lướt qua máy sấy) → giấy tấm carton → cắt tấm nhỏ.
Nguyên liệu được sử dụng trong quá trình hoạt động sản xuất của công ty là giấy cuộn. Giấy cuộn công ty sử dụng bao gồm giấy mặt (màu trắng, nâu, vàng) và giấy xeo. Giấy cuộn khi nhập về sẽ được lưu kho. Khi có đơn đặt hàng thì công ty sẽ đưa nguyên liệu là giấy cuộn vào máy cán sóng để tạo sóng. Ở đây, dây chuyền máy cán sóng này sẽ có nhiệm vụ tạo sóng, dán hồ và ghép mặt, sấy và cắt thành tấm theo kích thước từng đơn hàng.
Giấy cuộn sau khi qua công đoạn tạo sóng thì sẽ được phủ một lớp hồ.
Công đoạn 3. Ghép mặt
+ Giấy tấm carton 3 lớp: Một đầu của giàn máy sẽ chạy và tạo ra giấy có 2 lớp carton được kết dính bằng keo sau đó sẽ chạy qua hệ thống máy còn lại để dán lớp mặt sau cùng vào. Thành phẩm tạo ra giấy tấm carton 3 lớp.
+ Giấy tấm carton 5 lớp: Hệ thống máy sẽ chạy tạo sóng thành giấy có 2 lớp (1 lớp phẳng 1 lớp sóng – như công đoạn đầu của giấy tấm 3 lớp), Sau khi có 2 hệ thống giấy có 2 lớp thì cuối dây truyền được chạy qua máy cán và dán lớp sau cùng lên như công đoạn cuối của giấy tấm 3 lớp. Thành phẩm tạo ra giấy tấm carton 5 lớp.
Các loại sóng giấy:
+ Sóng giấy: Các loại sóng thông dụng là Sóng B, sóng C, Sóng E, Sóng B/C. Sóng tạo ra các rãnh để tiêu lực, giảm lực khi bị tác động, tạo độ đàn hồi nhất định bảo vệ sản phẩm bên trong hoặc được hiểu đơn giản và dễ hình dung nhất là những lớp giấy uốn lượn của lớp cắt ngang khi mình nhìn vào thùng carton.
++ Sóng A: Cao 4.7mm phân tán lực tốt trên bề mặt của giấy. Có 33 +/-3 lượn sóng trên 30cm.
++ Sóng B: Cao 2.5 mm chịu được tác động của lực xuyên tốt. Có 47 +/-3 lượn sóng trên 30cm.
++ Sóng C: Cao 3.6mm kết hợp ưu điểm của Sóng A và Sóng B. Có 39 +/-3 lượn sóng trên 30 cm.
++ Sóng E: Cao 1.5mm. Có 90 +/- 3 lượn sóng trên 30 cm.
++ Sóng BC: kết hợp của Sóng B và Sóng C.
Bìa có thể được ghép thành 3 lớp hay 5 lớp tùy theo đơn đặt hàng. Loại thùng carton 3 lớp bao gồm 2 lớp không có sóng và 1 lớp có sóng. Tương tự thùng carton 5 lớp sẽ gồm 1 lớp không có sóng trong cùng, tiếp theo là 2 lớp có sóng và cuối cùng là 2 lớp không có sóng ghép mặt ngoài cùng.
Công đoạn 4. Sấy
Giấy carton sau khi ghép mặt sẽ được băng tải chuyển qua công đoạn sấy ở dạng lướt qua mà không giữ lại. Nhiệt độ cung cấp cho quá trình sấy lấy từ hơi nóng được cung cấp từ lò hơi.
Công đoạn 5. Cắt
Tùy theo từng loại thùng, phôi giấy sẽ được cắt theo đúng chiều dài và chiều rộng.
Công đoạn 6. Cán lằn
Tiếp theo, giấy carton sẽ chuyển qua công đoạn cán lằn nhằm tạo hình dạng bán thành phẩm trước khi chuyển qua công đoạn in.
Công đoạn inGiấy tấm carton được cắt, cán làn theo kích thước và tiêu chuẩn của từng đơn đặt hàng rồi chuyển qua công đoạn in. Giấy tấm carton được đến chuyển qua công đoạn in để in nội dung, hình ảnh và màu sắc của từng loại thùng theo bản phim thiết kế cho từng loại sản phẩm theo đơn đặt hàng của khách hàng. Ở đây, công ty sử dụng công nghệ in flexo và sử dụng mực in gốc nước. Sau khi in sẽ
được đưa qua công đoạn cắt khe. Trong quá trình in, kết hợp cắt góc và xẽ rảnh cho từng thùng.
Căn cứ vào các bản thiết kế được định sẵn đối với từng sản phẩm bao bì carton, Công ty đưa các tấm carton đã được cắt theo các kích thước xác định vào hệ thống máy in để ra được các sản phẩm như mong muốn.
Công ty sử dụng công nghệ in Flexo:
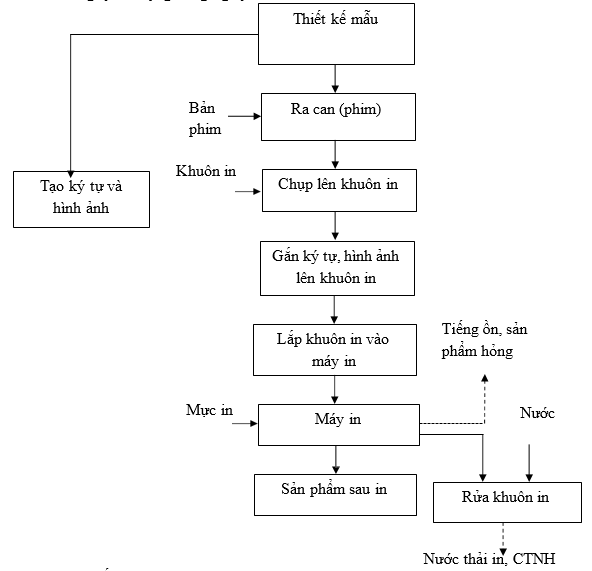
* Thuyết minh quy trình:
In flexo (Flexography) là công nghệ in có bản in nổi được tạo bằng cao su hoặc nhựa polyme. Các bản in được tạo ra bằng phương pháp kỹ thuật số hoặc analog. Các phần từ cần in có bề mặt nổi cao hơn các phần tử không in trên bản in. Mực được chuyển từ khay mực sang một trục quay tròn được nhúng một phần trong khay mực. Trục này quay tròn và tiếp xúc với một trục anilox có khả năng giữ một lượng mực cụ thể. Trục anilox quay tròn tiếp xúc với tầm bản in với độ dày mực đồng đều và nhanh chóng. Bản in quay quanh trục tròn tiếp xúc với bề mặt cần in để cho ra hình ảnh cần in. Hình ảnh trên khuôn in là ngược chiều. Để đảm bảo lượng mực vừa đủ, không quá nhiều trên bản in; Một thanh gạt mực được sử dụng để gạt mực thừa trên trục anilox trước khi trục anilox tiếp xúc với bản in. Để ép bề mặt tiếp xúc đều với bản in. một trục ép bằng cao su ép bề mặt cần in vào bản in. In flexo thường được ứng dụng in trên nhiều bề mặt vật liệu khác như: nhựa, giấy bạc, film, tem nhãn, thùng carton bao bì, in cốc và đặc biệt là các sản phẩm in dạng cuộn.
Để có một bản in hoàn thiện các công đoạn phục vụ quá trình in được thực hiện như sau:
+ Tạo mẫu in: Bản mẫu do khách hàng cung cấp được tiến hành chế bản (tạo mẫu in) trên máy vi tính, công việc này đòi hỏi kỹ thuật cao để cho ra bản in có kích cỡ hình ảnh, chữ đảm bảo đúng theo yêu cầu của khách hàng, đồng thời đưa ra tỷ lệ phối hợp mầu hợp lý. Khi bản in được hoàn thành, bản thiết kế sẽ được ra can để chụp lên khuôn in.
+ Khuôn in: Khuôn in cho máy in Flexo thường được làm bằng Polymer. Sau khi nhận được hình ảnh và kỹ tự khuôn in được lắp vào máy in Flexo để tiến hành in mẫu thiết kế trên bìa carton.
+ Mực in: Mực in Công ty sử dụng là mực in nước được pha sẵn, mỗi thùng có một mầu riêng biệt. Để có mầu mực phù hợp với yêu cầu của mỗi mã hàng, các thùng mực in được tiến hành pha trộn với nhau thông qua máy pha mực bán tự động. Mực sau khi pha được đưa vào hệ thống cấp mực của máy in.
Để có một bản in đạt các thông số kỹ thuật như độ nét, kiểu chữ, độ cân bằng mầu.., theo yêu cầu của khách hàng thì bản in được tiến hành in thử. Sau khi kiểm tra mẫu in thử đáp ứng đúng các thông số kỹ thuật yêu cầu sẽ tiến hành in chính thức.
Khi hết quy trình in của một mã hàng, máy in phải được tiến hành rửa khuôn in, trục cấp mực (trục Anilox). Quá trình rửa được tiến hành ngay tại máy in. Loại mực in Công ty sử dụng là mực in hệ nước. Trong quá trình rửa, nước sạch được bơm vào khoang chứa khuôn và trục Anilox. Khuôn in sau khi rửa được lau lại bằng giẻ lau.
Toàn bộ lượng giẻ lau được Công ty tiến hành thu gom về kho chứa chất thải nguy hại. Nước thải rửa mực in được thu gom xử lý.
Công đoạn hoàn thiện sản phẩm
Sau công đoạn in, giấy carton được đưa vào công đoạn dán ở đây công ty sử dụng keo sữa để dán thùng hoặc đóng ghim để hình thành nên thùng carton hoàn chỉnh. Có một số đơn hàng không dùng keo dán cũng như đóng ghim. Thùng giấy carton sau khi đóng ghim được bó thành từng bó với số lượng 20 cái/bó, để từng lô theo khu vực quy định và chờ để xuất xưởng.
1.4.2.Quy trình công nghệ sản xuất hộp giấy
Thuyết minh công nghệ:
Giai đoạn 1: Chọn nguyên liệu
Việc lựa chọn loại giấy phù hợp cũng như chế bản để in là một khâu vô cùng quan trọng. Có nhiều loại giấy để khách hàng lựa chọn như:
Giấy Kraft: giấy có màu vàng, độ bền tương đối thường được lựa chọn để đựng những sản phẩm tiêu dùng nhanh nhưng giá thành rẻ và tạo sự khác biệt trong phong cách quảng cáo. Thường được in từ 1 đến 2 màu.
Giấy Couche: đây là loại giấy thông dụng, màu trắng, mặt láng. Để cho túi thêm đẹp và bền, có thể cán thêm 1 lớp màng bóng (hoặc mờ) bao phủ.
Giấy Britol: cũng giống như giấy couche, nhưng giấy cứng hơn 1 chút
Giấy Ivory: đây là giấy được sử dụng làm túi giấy cao cấp bởi mặt giấy đẹp và cho ra hình ảnh chuẩn nhất bởi độ thấm hút màu cao. Đây là sự lựa chọn của các thương hiệu lớn dùng đựng sản phẩm cao cấp như rượu, yến sào, sữa bột và các quà tặng cao cấp khác.
Mỗi loại giấy đều có định lượng (độ dày) khác nhau tương ứng với giá cả khác nhau thích hợp cho từng kích cỡ sản phẩm cũng như mục đích sử dụng.
Giai đoạn 2: In giấy
Cuộn giấy được gắn vào máy và bắt đầu in theo bản thiết kế có sẵn. Cũng giống như in sách - tạp chí... Bất cứ loại hình in ấn nào cũng cần khâu thiết kế đồ họa. Hình ảnh, màu sắc, kích thước được phác thảo trên phần mềm đồ hoạ độ nét cao Photoshop, AI, Corel Draw, được lựa chọn tone màu theo sở thích khách hàng đảm bảo chuẩn xác, thẩm mỹ và hài hoà trong bố cục và được khách hàng xem xét, thay đổi, chỉnh sửa đến khi hài lòng.
Giai đoạn 3: Cắt
Cuộn giấy sau khi in sẽ được cắt ra từng phần theo hình dạng và kích thước mong muốn của sản phẩm.
Giai đoạn 4: Cán màng
Sau khi in, sản phảm sẽ được phủ 1 lớp màng (bóng hoặc mờ) tuỳ theo yêu cầu của khách để bảo vệ màu sắc và độ bền của túi giấy. Sau khi được phủ màng, nếu vô tình bị vấy bẩn vẫn có thể lau chùi nhẹ bằng khăn sạch.
Giai đoạn 5: Bế
Mỗi sản phẩm khác nhau sẽ có 1 khuôn bế khác nhau. Để tạo những đường gấp mép, đường xếp đẹp, thẳng, khuôn bế đòi hỏi phải chuẩn, dao bế phải thẳng. Công ty quy định thợ bế phải bế từng tờ giấy vì nếu nhập chung bế nhiều tờ, đường gấp sẽ không rõ và các mép gấp có thể bị lệch và túi giấy không đẹp
Giai đoạn 6: Gấp dán
Khâu này tạo ra hình dạng ban đầu của sản phẩm. Quá trình gấp dán luôn được kiểm tra chặt chẽ, loại keo sử dụng phải là keo tốt, độ bám dính cao.
1.4.3.Quy trình công nghệ sản xuất túi giấy
Thuyết minh công nghệ:
Giai đoạn 1: Chọn nguyên liệu
Việc lựa chọn loại giấy phù hợp cũng như chế bản để in là một khâu vô cùng quan trọng. Có nhiều loại giấy để khách hàng lựa chọn như:
Giấy Kraft: giấy có màu vàng, độ bền tương đối thường được lựa chọn để đựng những sản phẩm tiêu dùng nhanh nhưng giá thành rẻ và tạo sự khác biệt trong phong cách quảng cáo. Thường được in từ 1 đến 2 màu.
Giấy Couche: đây là loại giấy thông dụng, màu trắng, mặt láng. Để cho túi thêm đẹp và bền, có thể cán thêm 1 lớp màng bóng (hoặc mờ) bao phủ.
Giấy Britol: cũng giống như giấy couche, nhưng giấy cứng hơn 1 chút
Giấy Ivory: đây là giấy được sử dụng làm túi giấy cao cấp bởi mặt giấy đẹp và cho ra hình ảnh chuẩn nhất bởi độ thấm hút màu cao. Đây là sự lựa chọn của các thương hiệu lớn dùng đựng sản phẩm cao cấp như rượu, yến sào, sữa bột và các quà tặng cao cấp khác.
Mỗi loại giấy đều có định lượng (độ dày) khác nhau tương ứng với giá cả khác nhau thích hợp cho từng kích cỡ sản phẩm cũng như mục đích sử dụng.
Giai đoạn 2: In giấy
Cuộn giấy được gắn vào máy và bắt đầu in theo bản thiết kế có sắn. Cũng giống như in sách - tạp chí... Bất cứ loại hình in ấn nào cũng cần khâu thiết kế đồ họa. Hình ảnh, màu sắc, kích thước được phác thảo trên phần mềm đồ hoạ độ nét cao Photoshop, AI, Corel Draw, được lựa chọn tone màu theo sở thích khách hàng đảm bảo chuẩn xác, thẩm mỹ và hài hoà trong bố cục và được khách hàng xem xét, thay đổi, chỉnh sửa đến khi hài lòng.
Giai đoạn 3: Cắt
Cuộn giấy sau khi in sẽ được cắt ra từng phần theo hình dạng và kích thước mong muốn của sản phẩm.
Giai đoạn 4: Cán màng
Sau khi in, sản phảm sẽ được phủ 1 lớp màng (bóng hoặc mờ) tuỳ theo yêu cầu của khách để bảo vệ màu sắc và độ bền của túi giấy. Sau khi được phủ màng, nếu vô tình bị vấy bẩn vẫn có thể lau chùi nhẹ bằng khăn sạch.
Giai đoạn 5: Bế
Mỗi sản phẩm khác nhau sẽ có 1 khuôn bế khác nhau. Để tạo những đường gấp mép, đường xếp đẹp, thẳng, khuôn bế đòi hỏi phải chuẩn, dao bế phải thẳng. Công ty quy định thợ bế phải bế từng tờ giấy vì nếu nhập chung bế nhiều tờ, đường gấp sẽ không rõ và các mép gấp có thể bị lệch và túi giấy không đẹp
Giai đoạn 6: Gấp dán
Khâu này tạo ra hình dạng ban đầu của sản phẩm. Quá trình gấp dán luôn được kiểm tra chặt chẽ, loại keo sử dụng phải là keo tốt, độ bám dính cao.
Giai đoạn 7: Đóng nút - xỏ dây:
Bước này tạo tay cầm hoặc lỗ để luồn dây quai cho túi. Gắn đáy túi sau khi ghép các mảng giấy đã cắt. Tạo quai xách cho túi giấy đẹp hơn. Có nhiều loại dây, kiểu và màu sắc khác nhau như dây chân rết, dây dừa, dây ru băng ... sự kết hợp đồng bộ với kiểu dáng túi giấy tạo nên điểm nhấn cho túi giấy.
1.4.2.Danh mục máy móc, thiết bị của dự án
1.4.2.1.Danh mục máy móc thiết bị phục vụ giai đoạn thi công
Bảng 1.5. Máy móc thiết bị chính phục vụ cho quá trình thi công xây dựng
|
Loại máy |
Công suất |
Số lượng |
Tình trạng |
Xuất xứ |
|
Phục vụ san lấp mặt bằng |
|
|
|
|
|
Máy đầm trọng lượng |
15 tấn |
02 |
HĐBT |
Việt Nam |
|
Máy đào xúc dung tích gầu |
0,8-1,6 m3 |
02 |
HĐBT |
Việt Nam |
|
Ô tô vận chuyển |
20 tấn |
06 |
HĐBT |
Việt Nam |
|
Phục vụ thi công xây dựng |
|
|
|
|
|
Máy đầm |
15 tấn |
01 |
HĐBT |
Việt Nam |
|
Máy phát điện |
50 kW |
01 |
HĐBT |
Việt Nam |
|
Máy đào, xúc |
2 m3 |
01 |
HĐBT |
Việt Nam |
|
Máy ép thủy lực |
VRM 1500/800 HD |
02 |
HĐBT |
Việt Nam |
|
Cần cẩu |
30 tấn |
01 |
HĐBT |
Việt Nam |
|
Xe bồn bê tông |
140 m3/ca |
02 |
HĐBT |
Việt Nam |
|
Máy ủi |
130 CV |
02 |
HĐBT |
Việt Nam |
|
Máy san đất |
90 CV |
02 |
HĐBT |
Việt Nam |
|
Máy cắt, máy uốn, máy kéo thép |
3 kW |
05 |
HĐBT |
Việt Nam |
|
Xe rùa |
150 kg |
05 |
HĐBT |
Việt Nam |
|
Máy hàn, máy cưa |
- |
06 |
HĐBT |
Việt Nam |
|
Xe lu |
- |
02 |
HĐBT |
Việt Nam |
|
Ô tô vận chuyển |
20 tấn |
02 |
HĐBT |
Việt Nam |
|
Phục vụ lắp đặt máy móc thiết bị |
|
|
|
|
|
Xe nâng |
- |
02 |
HĐBT |
Việt Nam |
|
Cần cẩu |
30 tấn |
01 |
HĐBT |
Việt Nam |
|
Máy hàn điện |
- |
03 |
HĐBT |
Việt Nam |
|
Máy khoan điện |
- |
03 |
HĐBT |
Việt Nam |
|
Tổng cộng |
51 |
- |
- |
|
Nguồn: Nhà thầu xây dựng.
1.4.2.2.Danh mục máy móc thiết bị phục vụ sản xuất
Máy móc thiết bị của Dự án đều được nhập mới 100%. Danh mục máy móc thiết bị phục vụ sản xuất của Dự án được liệt kê theo bảng sau:
Bảng 1.6. Danh mục máy móc thiết bị phục vụ sản xuất
|
TT |
Thiết bị |
Đơn vị tính |
Số lượng |
|
1 |
Máy sóng 5 Lớp-250 |
Máy |
1 |
|
2 |
Máy sóng đơn 250 |
Máy |
1 |
|
3 |
Máy pha hồ tự động |
Máy |
1 |
|
4 |
Máy in flexo 6 màu |
Máy |
1 |
|
5 |
Dự phòng in 4 màu |
Máy |
1 |
|
6 |
Máy xả tấm |
Máy |
1 |
|
7 |
Máy cột |
Máy |
4 |
|
8 |
Máy Ghim |
Máy |
1 |
|
9 |
Máy ghim thủ công |
Máy |
3 |
|
10 |
Máy Dán Tự động |
Máy |
1 |
|
11 |
Máy Bế Tự Động |
Máy |
1 |
|
12 |
Máy đóng lề tự động |
KV |
1 |
|
13 |
Phòng KTCĐ |
KV |
1 |
|
14 |
Máy đo độ nén |
Máy |
1 |
|
15 |
Máy đo độ bục |
Máy |
1 |
|
16 |
Máy đo độ chống thấm |
Máy |
1 |
|
17 |
Máy đó độ ẩm |
Máy |
1 |
|
18 |
Máy đo nén vòng/nén cạnh |
Máy |
1 |
|
19 |
Cân tiểu ly |
Máy |
1 |
|
20 |
Máy cắt mẫu giấy |
Máy |
1 |
|
21 |
Máy làm mẫu hộp |
Máy |
1 |
|
22 |
Máy nén khí trục vít |
Máy |
1 |
|
23 |
Xe kẹp giấy |
Xe |
1 |
|
III |
Thiết bị văn phòng |
|
|
|
1 |
Máy vi tính |
bộ |
6 |
|
2 |
Máy in |
bộ |
3 |
|
3 |
Máy Fax |
bộ |
1 |
|
4 |
Tủ hồ Sơ |
cái |
3 |
|
5 |
Bàn ghế làm việc |
bộ |
6 |
|
6 |
Thiết bị khác |
Thiết bị |
1 |
Nguồn: Công ty TNHH in, đầu tư, thương mại
* Đánh giá lựa chọn công nghệ:
Dự án sử dụng công nghệ phổ biến trong lĩnh vực sản xuất bao bì carton hiện nay tại Hải Dương.
>>> XEM THÊM: Thủ tục xin cấp giấy phép môi trường khu du lịch sinh thái
GỌI NGAY – 0903 649 782 - 028 351 46 426



Tin liên quan
- › Báo cáo đề xuất cấp GPMT nhà máy chế biến tinh bột mì
- › Hồ sơ xin giấy phép môi trường gồm những gì?
- › Báo cáo đề xuất cấp (GPMT) dự án nhà máy sản xuất thuốc bảo vệ thực vật
- › Báo cáo đánh giá tác động môi trường dự án nhà máy xay xát lúa gạo
- › Báo cáo đề xuất cấp giấy phép môi trường xây dựng nhà máy sản xuất giầy vải, giầy thể thao
- › Báo cáo đề xuất cấp giấy phép môi trường xây dựng nhà máy may và gia công cơ khí
- › Báo cáo đề xuất cấp giấy phép môi trường dự án sản xuất sơn
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất đèn chiếu sáng
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất đồ chơi trẻ em
- › Báo cáo đề xuất cấp GPMT cơ sở trạm nạp LPG và xưởng sơn sửa, kiểm định chai
Bình luận (0)
HOTLINE
![]()
HOTLINE:
0903649782 - 028 35146426
CÁC DỰ ÁN ĐẦU TƯ








HOTLINE

HOTLINE:
0903649782 - 028 35146426
nguyenthanhmp156@gmail.com
Gửi bình luận của bạn