Báo cáo đề xuất cấp GPMT dự án nhà máy sản xuất bao bì
Báo cáo đề xuất cấp (GPMT) giấy phép môi trường dự án nhà máy sản xuất bao bì. Sản phẩm của dự án là lon nhôm, thiếc dùng cho thực phẩm và đồ uống: 950.000.000 sản phẩm/năm, tương đương 26.800 tấn/năm.
Ngày đăng: 20-10-2025
249 lượt xem
CHƯƠNG I. THÔNG TIN CHUNG VỀ DỰ ÁN......................................... 1
2.1. Địa điểm thực hiện dự án đầu tư............................................................... 1
2.2. Cơ quan thẩm định thiết kế xây dựng, cấp các loại giấy phép có liên quan đến môi trường của dự án đầu tư.... 3
2.3. Quy mô của dự án đầu tư theo quy định tại điều 25 Nghị định 08/2022/NĐ-CP... 3
3. Công suất, công nghệ, sản phẩm của dự án đầu tư..................................... 4
3.2 Công nghệ sản xuất của dự án đầu tư, đánh giá việc lựa chọn công nghệ sản xuất của dự án đầu tư... 4
4. Nguyên liệu, nhiên liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện nước của dự án đầu tư... 17
5. Các thông tin khác liên quan đến dự án đầu tư................................................. 27
5.1. Quy mô hạng mục công trình của dự án........................................................ 27
5.2 Danh mục máy móc phục vụ dự án......................................................... 28
5.3 Tiến độ thực hiện dự án........................................................................ 29
5.5. Tổ chức quản lý và thực hiện dự án........................................................ 30
CHƯƠNG II. SỰ PHÙ HỢP CỦA DỰ ÁN ĐẦU TƯ VỚI QUY HOẠCH,..... 31
KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG....................................................... 31
1. Sự phù hợp của dự án đầu tư với quy hoạch bảo vệ môi trường quốc gia, quy hoạch tỉnh, phân vùng môi trường.... 31
2. Sự phù hợp của dự án đầu tư đối với khả năng chịu tải của môi trường........ 33
CHƯƠNG III. ĐÁNH GIÁ HIỆN TRẠNG MÔI TRƯỜNG KHU VỰC THỰC HIỆN DỰ ÁN ĐẦU TƯ... 36
CHƯƠNG IV: ĐÁNH GIÁ, DỰ BÁO TÁC ĐỘNG MÔI TRƯỜNG CỦA DỰ ÁN ĐẦU TƯ VÀ ĐỀ XUẤT CÁC CÔNG TRÌNH, BIỆN PHÁP BẢO VỆ MÔI TRƯỜNG....... 37
1. Đề xuất các công trình, biện pháp bảo vệ môi trường trong giai đoạn xây dựng..... 37
1.2. Biện pháp phòng ngừa, giảm thiểu tác động xấu tới môi trường nước............ 41
1.3. Biện pháp phòng ngừa, giảm thiểu tác động xấu của CTR thông thường......... 44
1.4. Biện pháp phòng ngừa, giảm thiểu tác động xấu của CTNH............................. 45
1.5. Biện pháp phòng ngừa, giảm thiểu tác động xấu của tiếng ồn, độ rung........ 45
1.6. Biện pháp phòng ngừa, giảm thiểu tác động văn hóa –xã hội....................... 45
2. Đề xuất các công trình, biện pháp bảo vệ môi trường trong giai đoạn dự án đi vào vận hành...46
2.3. CÁc công trình, biện pháp xử lý, lưu giữ chất thải rắn................................... 77
2.4. Công trình, biện pháp giảm thiểu tiếng ồn..................................................... 88
2.5. Biện pháp phòng ngừa, ứng phó sự cố môi trường đối với công trình xử lý chất thải .... 89
2.6. BIện pháp bảo vệ môi trường khác............................................... 90
3. Tổ chức thực hiện các công trình, biện pháp bảo vệ môi trường........................ 96
3.1 Danh mục, kế hoạch thực hiện và dự toán kinh phí các công trình, biện pháp bảo vệ môi trường của dự án..... 96
3.2. Tổ chức, bộ máy quản lý, vận hành các công trình BVMT........................ 97
4. Nhận xét về mức độ chi tiết, độ tin cậy của các kết quả đánh giá, dự báo........ 98
CHƯƠNG V. NỘI DUNG ĐỀ NGHỊ CẤP GIẤY PHÉP MÔI TRƯỜNG.................. 99
5.1. Nội dung đề nghị cấp giấy phép đối với nước thải.......................................... 99
5.2. Nội dung đề nghị cấp phép đối với bụi, khí thải........................................... 100
5.3. Nội dung đề nghị cấp phép đối với tiếng ồn, độ rung....................................... 102
5.4. Nội dung đề nghị cấp phép của dự án đầu tư thực hiện dịch vụ xử lý chất thải nguy hại- Không có....... 103
5.5. Nội dung đề nghị cấp phép của dự án đầu tư có nhập khẩu phế liệu từ nước ngoài làm nguyên liệu sản xuất...... 103
5.7. Các yêu cầu khác về bảo vệ môi trường.................................................... 106
KẾ HOẠCH VẬN HÀNH THỬ NGHIỆM CÔNG TRÌNH XỬ LÝ CHẤT THẢI VÀ CHƯƠNG TRÌNH QUAN TRẮC MÔI TRƯỜNG CỦA DỰ ÁN...107
CHƯƠNG VII. CAM KẾT CỦA CHỦ DỰ ÁN........... 111
CÁC TÀI LIỆU, DỮ LIỆU THAM KHẢO.................. 113
CHƯƠNG I.
THÔNG TIN CHUNG VỀ DỰ ÁN
1.Tên chủ dự án:
- Chủ dự án đầu tư: Công ty TNHH Bao bì ... Hưng Yên
- Địa chỉ trụ sở chính: ....Khu công nghiệp Yên Mỹ, xã Yên Mỹ, tỉnh Hưng Yên;
- Người đại diện theo pháp luật của chủ dự án đầu tư: ....
- Điện thoại: ....
- Giấy chứng nhận đăng ký kinh doanh số ....do Phòng Đăng ký kinh doanh thuộc Sở Tài Chính tỉnh Hưng Yên cấp đăng lần đầu ngày 11/08/2025.
- Giấy chứng nhận đăng ký đầu tư với mã số dự án ... do Ban Quản lý các Khu công nghiệp tỉnh Hưng Yên cấp chứng nhận lần đầu ngày 11/06/2025, chứng nhận điều chỉnh lần thứ nhất ngày 19/09/2025.
- Dự án thuộc loại hình sản xuất công nghiệp và kinh doanh (sản xuất sản phẩm khác bằng kim loại chưa được phân vào đâu: cụ thể là sản xuất lon kim nhôm, thiếc dùng cho thực phẩm và đồ uống và thực hiện quyền xuất khẩu, phân phối bán buôn các hàng hóa có mã HS 7310, 7612 và 8039 theo quy định của pháp luật Việt Nam), phân loại dự án nhóm B theo luật đầu tư công (theo quy định tại khoản 3 Điều 10 của Luật Đầu tư công với quy mô tổng mức đầu tư từ 120 tỷ đến dưới 2.000 tỷ).
- Dự án không thuộc loại hình sản xuất, kinh doanh, dịch vụ có nguy cơ gây ô nhiễm môi trường. Dự án có tiêu chí về môi trường tương đương dự án nhóm III được quy định tại điểm b, khoản 5, điều 28 Luật Bảo vệ môi trường và quy định tại mục 2, Phụ lục V, Nghị định 05/2025/NĐ-CP ngày 06/01/2025 của Chính phủ. Ngoài ra, dự án có phát sinh nước thải công nghiệp với lưu lượng 500 m3/ngày đêm, khí thải có công trình xử lý với quy mô công suất > 2.000 m3/h. Do đó, căn cứ theo điều 26, Nghị định số 131/2025/NĐ-CP, dự án thuộc đối tượng làm Giấy phép môi trường trình Sở Nông nghiệp và môi trường tỉnh Hưng Yên thẩm định và trình UBND tỉnh Hưng Yên cấp Giấy phép môi trường.
2.Tên dự án đầu tư
2.1.Địa điểm thực hiện dự án đầu tư
- Tên dự án: Nhà máy sản xuất bao bì ... Hưng Yên
- Địa điểm thực hiện dự án: Khu đất thực hiện dự án có diện tích 60.000 m2, tại lô đất CN7, KCN Yên Mỹ, xã Yên Mỹ, tỉnh Hưng Yên, theo hợp đồng thuê đất
- Vị trí tiếp giáp địa lý của dự án cụ thể như sau:
+ Phía Bắc: giáp khu đất cho thuê của KCN;
+ Phía Nam: giáp đường giao thông nội bộ KCN;
+ Phía Đông: giáp khu đất cho thuê của KCN;
+ Phía Tây: giáp đường giao thông nội bộ KCN;
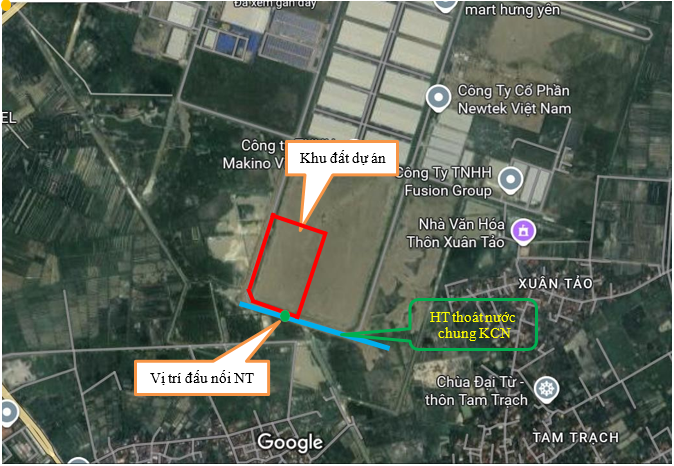
Hình 1.1. Sơ đồ vị trí dự án
(Hệ tọa độ VN2000, kinh tuyến trục 105030’, múi chiếu 30)
|
Điểm |
X |
Y |
|
A |
2310709,885 |
558208,962 |
|
B |
2310650,203 |
558399,852 |
|
C |
2310363,578 |
558310,237 |
|
D |
2310419,936 |
558129,982 |
|
E |
2310403,298 |
558183,199 |
Vị trí thực hiện dự án trên khu đất có tổng diện tích 60.000 m2 nằm trên lô CN7 trong KCN Yên Mỹ, trên địa bàn xã Yên Mỹ, tỉnh Hưng Yên, khu đất được Công ty cổ phần phát triển KCN Viglacera Yên Mỹ cho thuê lại đất tại Hợp đồng số 10/2025/YM- HĐKT ngày 26/8/2025. Khu đất đã giải phóng, san lấp mặt bằng. Trong quá trình hoạt động của dự án không khai thác nước ngầm. Bên cạnh đó, dự án là dự án sản xuất có phát sinh nước thải, bụi, khí thải xả ra môi trường phải được xử lý.
* Mối tương quan giữa dự án với các đối tượng xung quanh:
- Giao thông:
Dự án có phía Nam và phía Tây tiếp giáp đường nội bộ của KCN, do đó vận chuyển hàng hóa thuận tiện. Mạng lưới giao thông thuận lợi tạo nên một lợi thế rất lớn trong sản xuất, vận chuyển hàng hóa của công ty
- Sông ngòi:
Khu vực dự án thuộc địa bàn xã Yên Mỹ. Nước thải của dự án sau xử lý được đấu nối về trạm xử lý nước thải tập trung của Khu công nghiệp Yên Mỹ, sau đó được xả ra kênh Mái Đen và chảy ra sông Bắc Hưng Hải. (Sông nằm cách dự án khoảng 2 km).
- Kinh tế - xã hội:
Tiếp giáp xung quanh dự án là đất công nghiệp. Xung quanh khu vực dự án có các nhà máy, xí nghiệp đang hoạt động như Công ty CP .... Việt Nam, Công ty TNHH ... Việt Nam,…Gần khu vực dự án hiện không có dân cư sinh sống. Gần khu vực dự án không có vườn quốc gia, khu dự trữ thiên nhiên, khu dự trữ sinh quyển, các khu bảo tồn thiên nhiên khu nghỉ dưỡng, vui chơi giải trí và các khu di tích lịch sử văn hóa, di sản văn hóa đã xếp hạng.
- Khu dân cư:
Khu vực thực hiện dự án có khoảng cách gần nhất tới khu dân cư của thôn Xuân Tảo, xã Yên Mỹ khoảng 700m về phía Nam dự án.
2.2. Cơ quan thẩm định thiết kế xây dựng, cấp các loại giấy phép có liên quan đến môi trường của dự án đầu tư
- Cơ quan thẩm định thiết kế xây dựng và cấp Giấy phép xây dựng của dự án: Ban quản lý các khu công nghiệp tỉnh Hưng Yên;
- Cơ quan thẩm định giấy phép môi trường của dự án: Sở Nông nghiệp và Môi trường tỉnh Hưng Yên;
- Cơ quan cấp giấy phép môi trường của dự án: UBND tỉnh Hưng Yên.
2.3. Quy mô của dự án đầu tư theo quy định tại điều 25 Nghị định 08/2022/NĐ-CP
- Loại hình dự án: Dự án thuộc loại hình sản xuất công nghiệp và kinh doanh (Sản xuất lon kim loại bao gồm lon nhôm, lon thiếc dùng cho thực phẩm và đồ uống và thực hiện quyền xuất khẩu, quyền nhập khẩu, quyền phân phối bán buôn (không thành lập cơ sở bán buôn) các hàng hóa có mã HS 7310, 7612, 8309 theo quy định của pháp luật Việt Nam.
- Tổng vốn đầu tư của dự án là 1.502.924.360.000 đồng. Quy mô của dự án đầu tư: Dự án nhóm B theo tiêu chí phân loại dự án đầu tư công (dự án thuộc lĩnh vực công nghiệp có tổng mức đầu tư từ 120 tỷ đến dưới 2.000 tỷ).
- Dự án không thuộc loại hình sản xuất, kinh doanh, dịch vụ có nguy cơ gây ô nhiễm môi trường. Dự án có tiêu chí về môi trường tương đương dự án nhóm III được quy định tại điểm b, khoản 5, điều 28 Luật Bảo vệ môi trường và quy định tại mục 2, Phụ lục V, Nghị định 05/2025/NĐ-CP ngày 06/01/2024 của Chính phủ, dự án có phát sinh nước thải công nghiệp với lưu lượng 500 m3/ngày đêm, khí thải có công trình xử lý với quy mô công suất > 2.000 m3/h. Do đó, căn cứ theo điều 26, Nghị định số 131/2025/NĐ-CP, dự án thuộc đối tượng làm Giấy phép môi trường trình Sở Nông nghiệp và môi trường tỉnh Hưng Yên thẩm định và trình UBND tỉnh Hưng Yên cấp Giấy phép môi trường.
Cấu trúc và nội dung của báo cáo được trình bày theo quy định tại mẫu tại Phụ lục IX ban hành kèm theo Nghị định số 05/2025/NĐ-CP ngày 06 tháng 01 năm 2025 của Chính phủ: Sửa đổi, bổ sung một số điều của Nghị định số 08/2022/NĐ-CP ngày 10 tháng 01 năm 2022 của Chính phủ quy định chi tiết một số điều của Luật Bảo vệ môi trường.
3.Công suất, công nghệ, sản phẩm của dự án đầu tư
3.1. Công suất của dự án đầu tư
* Mục tiêu dự án: Sản xuất lon kim loại (bao gồm lon nhôm, lon thiếc dùng cho thực phẩm và đồ uống; thực hiện quyền xuất khẩu, quyền nhập khẩu, quyền phân phối bán buôn (không thành lập cơ sở bán buôn) các hàng hóa có mã HS 7310, 7612, 8309 theo quy định của pháp luật Việt Nam.)
* Công suất dự án: Sản xuất lon nhôm, lon thiếc dùng cho thực phẩm và đồ uống: 950.000.000 sản phẩm/năm, tương đương 26.800 tấn/năm.
Trong đó, cụ thể mỗi loại sản phẩm như sau:
|
STT |
Loại lon |
Số lượng (sản phẩm/năm) |
Khối lượng (tấn/năm) |
|
1 |
Lon nhôm (lon 2 mảnh: dùng cho đồ uống) |
750.000.000 |
8.400 |
|
2 |
Lon thiếc (lon 3 mảnh: dùng cho thực phẩm) |
200.00.000 |
18.400 |
3.2. Công nghệ sản xuất của dự án đầu tư, đánh giá việc lựa chọn công nghệ sản xuất của dự án đầu tư
*Quy trình công nghệ sản xuất lon nhôm 2 mảnh (dùng cho sản phẩm đồ uống)
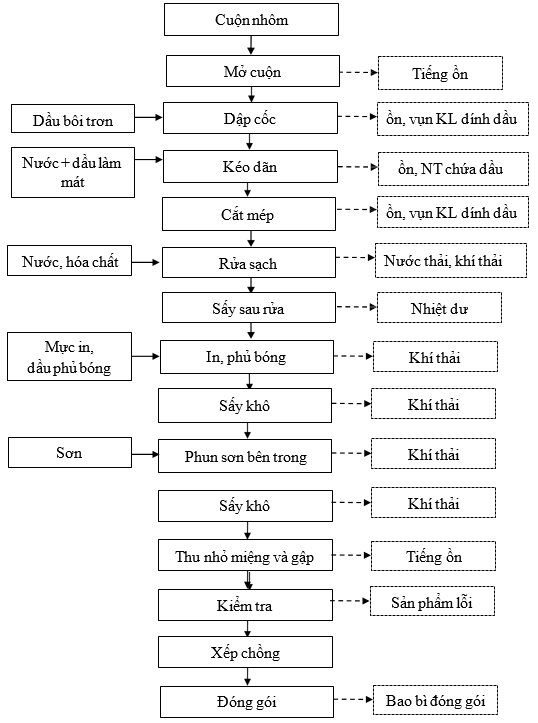
Hình 1.2. Quy trình sản xuất vỏ lon nhôm 2 mảnh
Thuyết minh quy trình
Nguyên liệu đầu vào
Cuộn nhôm độ dày 0,25 – 0,28mm (hợp kim nhôm) tùy theo kích thước lon, chiều rộng nhất định tùy theo bộ khuôn dập và có độ dài không hạn chế được cuộn lại thành cuộn, bề mặt phẳng, sạch, không dính dầu, không vết xước. Thực tế độ dài cuộn nhôm sẽ do trọng lượng cuộn nhôm xác định, và trọng lượng cuộn nhôm sẽ tùy thuộc vào từng dây truyền chế tạo cụ thể. Cuộn nhôm có thể nặng khoảng 4-5 tấn, cũng có cuộn nặng tới 10,5 tấn.
Mở cuộn
Công đoạn mở cuộn là bước đầu tiên trong quy trình sản xuất lon. Đây là quá trình trình xử lý cuộn nguyên liệu thô trước khi đưa vào dây chuyền sản xuất tiếp theo, bao gồm các bước:
- Máy lật đứng cuộn: Cuộn nhôn được xe nâng đặt lên máy lật cuộn nhôm. Máy có nhiệm vụ lật cuộn nhôm nằm ngang để cho xe nâng có thể đưa càng vào lõi cuộn, nhấc bổng và chuyển cuộn tới xe chuyển cuộn nhôm.
- Xe chuyển cuộn kim loại: Xe chuyền cuộn nhôm là cụm thiết bị chuyển cuộn nhôm sang lắp vào trục quay của máy nhả coi. Thông thường xe chuyển cuộn nhôm có chuyển động tịnh tiến ra, vào và có thể nâng lên, hạ xuống cuộn nhôm để cho phép chỉnh vị trí lõi cuộn nhôm trùng với trục quay của máy nhả cuộn nhôm
- Máy tời nhả cuộn nhôm: Máy có nhiệm vụ nhả dần cuộn nhôm ra thành tấm dài liên tục
Dập cốc
Trước khi vào máy dập cốc, tấm nhôm được đẩy qua thiết bị bôi trơn để nhúng dầu bôi trơn cả hai mặt trước khi đưa tấm nhôm vào máy dập cốc, có tác dụng giảm ma sát giữa chày, cối và tấm nhôm trong công đoạn dập cũng như công đoạn dập vuốt thân lon tiếp theo. Nồng độ dầu bôi trơn và lượng dầu bôi trơn và lượng dầu phân bố trên mặt kim loại nhiều ít sẽ quyết định chất lượng gia công của hai công đoạn tiếp theo.
Tại máy dập cốc thực hiện hai bước nối tiếp:
+ Bước một cắt tấm kim loại thành các miếng tròn có đường kính nhất định (Được tính toán sao cho có đủ vật liệu cho công đoạn kéo dãn làm mỏng phía sau).
+ Bước hai dập tấm kim loại tròn vừa cắt ở bước một thành cốc. Tùy theo thiết bị dập cốc và khuôn cốc được dùng, số lượng cốc tạo ra sau một hành trình dập có thể nhiều ít khác nhau (từ 04 đến 12 cốc). Chất lượng của cốc quyết định chất lượng của công đoạn làm thân lon tiếp theo.
Kéo dãn
Công đoạn này thực hiện chuyển chi tiết kim loại từ hình dạng thấp, dày (tại công đoạn dập cốc) sang hình dạng lon cao, mỏng theo đúng kích thước tiêu chuẩn của lon nước sản phẩm đồng thời giúp tiết kiệm vật liệu và đảm bảo độ bền cơ học. Công đoạn kéo dãn thực tế là máy dập thân lon và tạo hình đáy lon từ cốc. Đây là loại máy dập dạng cốc thành lon trình tự như sau: Dập thụt dài; Vuốt bước 1; Vuốt bước 2; Vuốt bước 3; Tạo vòng.
Hết hành trình, thân lon và biên dạng đáy lon được hình thành. Hành trình lùi về của chày, lon được tháo ta khỏi chày nhờ khí thổi và sự hỗ trợ của vành tháo lon. Lon rơi vào các vấu đỡ của xích tải. Xích tải chuyển lon sang đường dẫn theo đường dẫn, lon được đưa sang máy cắt mép miệng lon.
Công đoạn kéo dãn cần sử dụng dung dịch dầu làm mát nồng độ 3%, dung dịch làm mát được tuần hoàn, tái sử dụng hàng ngày và định kỳ sau 1 tháng sẽ thải bỏ toàn bộ dung dịch làm mát trong bể chứa 10 m3 để thay dung dịch dầu làm mát mới.
Cắt mép
Lon được tạo thành có phần miệng nhấp nhô (không phẳng) do ứng suất của kim loại theo các hướng không đều và do sai số chế tạo của khuôn cũng như sai lệch định vị của khuôn và của máy. Qua máy cắt mép miệng lon, lon sẽ được cắt phẳng miệng đạt chiều cao tiêu chuẩn. Lon sau khi cắt miệng theo đường dẫn xuống băng tải chuyển sang hệ thống máy rửa lon.
Rửa lon
Do các công đoạn dập cốc và làm thân lon đều có sử dụng dầu bôi trơn, làm mát, các lon sau khi cắt miệng trên bề mặt cả trong và ngoài đều dính bám một lượng dầu và ít mạt nhôm, cần phải rửa sạch trước khi in nhãn và phun lớp phủ bên trong lon. Bởi vậy lon phải đi qua máy rửa. Máy rửa là thiết bị bao gồm một dãy các bể chứa các dung dịch pha một số loại hóa chất chuyên biệt và nước sạch. Trên mỗi bể là hai dàn vòi phun – một trên xuống, một dưới lên, dung dịch rửa được hút từ bể bơm qua hai dàn vòi phun để phun rửa cả trong và ngoài lon. Mỗi bể được thiết kế để thực hiện một công đoạn của quá trình rửa lon, sao cho lon sau khi qua máy rửa, bề mặt lon không chỉ được rửa sạch dầu và mạt nhôm dính bám, các hóa chất trong dung dịch rửa còn phản ứng với nhôm tạo cho bề mặt cả trong và ngoài lon có khả năng dính bám tốt hơn với mực in và chất phủ bên trong, đồng thời bảo vệ mặt ngoài đáy lon (phần không được in nhãn) khỏi bị ố xỉn khi qua dây truyền đóng đồ uồng (đóng bia, hay đóng nước ngọt). Qua hết các bể rửa thường gồm 6 bể, lon được sấy khô trước khi băng tải chuyển sang công đoạn tiếp theo. Công đoạn được trình bày chi tiết ở sơ đồ hình 1.5 dưới đây.
Sấy sau rửa
Sau khi rửa lon còn nước bám trên bề mặt lon, đảm bảo bề mặt lon khô, sạch giúp cho công đoạn sơn phủ bám dính tốt, trách rỉ sét, không gây bong tróc lớp sơn, ảnh hưởng đến chất lượng sản phẩm sau này, do vậy sử dụng lò sấy ở nhiệt độ 190-200°C để làm khô lon.
In, phủ bóng
Dự án sử dụng máy in công nghiệp tốc độ cao (Model Concord 36 MRT- 8CLR) được sử dụng với in với tối đa 8 màu mực và 01 bộ phận phủ lớp bóng phù hợp để in nhãn màu sắc, logo. Tốc độ in nhanh lên đến 2.200 lon/phút.
Mặt ngoài lon ngay sau khi được in mực mực còn ướt được phủ tiếp một lớp phủ bóng ra ngoài (cũng ướt – gọi là “Wet on wet”). Sau khi sấy khô, lớp phủ bóng có tác dụng bảo vệ lớp nhãn in khỏi bị trầy xước trong quá trình vận chuyển tiếp theo. Lúc này lớp nhãn in phủ bóng còn ướt, bởi vậy, lon được thổi treo lên các xích đũa và đưa sang máy phủ vành gờ đáy lon.
Gờ đáy lon cần được phủ bóng, để sau khi sấy khô, đáy lon sẽ trơn trượt hơn, dễ dàng di chuyển trên băng tải hơn, đồng thời lớp bóng sẽ bảo vệ vành đáy lon khỏi bị trầy xước khi chạy trên bang tải ở các công đoạn tiếp theo của dây truyền hoặc trên băng tải của dây truyền đóng bia hoặc nước ngọt. Tiếp theo lon được đưa qua lò sấy.
Sấy khô
Lò sấy được thiết kế cho sử dụng lon. Lon từ máy in còn ướt, được đưa qua lò để sấy khô mực in và varnish ở nhiệt độ 199-210°C. Tiếp theo, lon được chuyển tới máy sơn phun trong lon.
Phun sơn bên trong lon
Là máy phun phủ một lớp sơn, để sau khi được sấy khô, lớp phủ này sẽ ngăn cách đồ uống đựng bên trong với vỏ nhôm của lon, chống ăn mòn cho lon, đáp ứng các tiêu chuẩn an toàn thực phẩm. Sơn được sử dụng là loại sơn eposy, polymer chuyên dụng, đạt tiêu chuẩn an toàn thực phẩm. Máy phun sơn bên trong sử dụng hệ thống phun quay giúp lớp sơn phủ đều và mỏng trên toàn bộ mặt trong lon. Lon sau khi phun phủ (Còn ướt) được đưa tới lò sấy.
Sấy khô
Sấy khô phủ mặt trong lon ở nhiệt độ 130-223°C để làm khô, đóng rắn lớp sơn, nhiệt độ và thời gian sấy được kiểm soát nghiêm ngặt để đạt độ bám dính và độ bền tốt nhất. Lon sau sấy được băng tải đưa qua máy làm cổ lon và tạo vành mép lon.
Thu nhỏ miệng và gập mép
Lon trước khi tóp miệng tạo cổ lon được bôi sáp wax quanh phần gần miệng lon, nhằm giảm ma sát trong quá tình tóp miệng/cổ lon. Sau khi bôi sáp, miệng lon được tóp nhỏ dần sau đó được đưa tới máy gập mép để tạo vành miệng lon: gập mép phần miệng lon để tạo thành viền mép chắc chắn, mép lon được uốn cong ra ngoài hoặc cuộn tròn thành vòn tròn đều để giúp phần nắp lon gắn chặt và kín. Sau công đoạn này lon đã được tạo hình hoàn chỉnh. Lon được băng tải chuyển sang máy kiểm tra bằng ánh sáng.
Kiểm tra
Công đoạn này gồm 02 bước kiểm tra:
- Kiểm tra bằng ánh sáng: Là thiết bị kiểm tra lon dùng các phần tử điện tử nhập ánh sáng và một nguồn sáng. Máy có thể phát hiện và loại bỏ những lon bị thủng, nứt, nhăn vành miệng, méo, bẹp nặng… và loại chúng ra khỏi dây chuyền. Tuy nhiên, máy này không thể phát hiện được các lon bên trong bị bẩn dầu mỡ hoặc dính mực in và chất bẩn khác.
- Kiểm tra bằng mắt thường: Là nhân viên QC đứng tại trạm kiểm tra trực quan sử dụng đèn sáng, đèn soi, găng tay để kiểm tra những lỗi có thể thấy rõ như in sai sàu, lem màu, mất hình ảnh, thường áp dụng kiểm tra mẫu theo từng lô hoặc theo thời gian định kỳ.
Công đoạn này phát sinh sản phẩm lỗi.
Xếp chồng
Để vận chuyển thuận lợi, an toàn và kinh tế, lon được đóng thành kiện. Kiện gồm nhiều lớp lon xếp chồng lên nhau, giữa các lớp được ngăn bằng các tấm bìa cacton. Số lon mỗi lớp và số lớp mỗi kiện sẽ theo yêu cầu khách hàng, hoặc theo tiêu chuẩn thông dụng ngành. Thường có hai cỡ kiện tương ứng với 2 cỡ bìa ngăn, một lớp lon trên bìa cỡ nhỏ là 297 lon, cỡ bìa to là 389 lon.
Để giữ lon xếp thành kiện không xê dịch, xô lệch, rơi đổ, kiện lon được buộc dây tự động tại máy buộc dây. Thông thường, buộc dây cả hai chiều ngang và dọc kiện. Mỗi chiều buộc hai dây.
Đóng gói
các kiện lon còn phải được bọc kín xung quanh bằng nilon nhờ máy cuốn nilon, trước khi nhập kho chờ chuyển tới khách hàng.
* Quy trình rửa lon
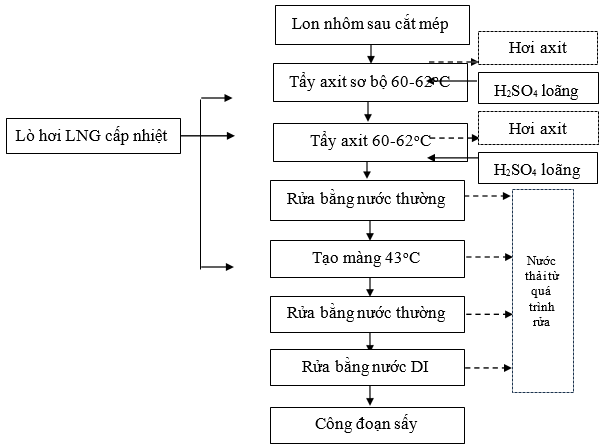
Hình 1.3. Quy trình rửa lon
Thuyết minh quy trình
Lon nhôm sau khi cắt mép được chuyển sang dây chuyển rửa lon 6 bể nhằm làm sạch các chất như dầu mỡ trơn trên bề mặt thân lon, việc làm sạch bề mặt lon sẽ tăng cường độ bám dính và khả năng chốn ăn mòn, đảm bảo chất lượng in màu và sơn phủ ở công đoạn tiếp theo. Vỏ lon được băng tải xích đưa tới quy trình rửa lon, với các bước sau:
Bể 1: Tẩy axit sơ bộ: Vỏ lon được nhúng vào bể rửa axit sơ bộ (axit H2SO4 loãng) để làm sạch dầu dập ly và các tạp chất trên bề mặt lon, sau đó vào bể số 2.
Bể 2: Tẩy axit: Vỏ lon tiếp tục được đưa sang bể rửa axit axit H2SO4 loãng để loại bỏ oxit trên bề mặt lon. Công đoạn này, lon được ngâm trong bể axit có kiểm soát nồng độ, với thời gian từ 15 -60 giây.
Bể 3 có máng nước: Rửa nước thường: Tại bể này, vỏ lon được rửa phun bằng nước máy để loại bỏ axit bám trên bề mặt lon. Nước được phun trực tiếp lên bề mặt lon, dưới tác dụng áp lực nước của máy phun nước, axit dư, vết bẩn bị đánh bật ra.
Bể 4: Tạo màng: sử dụng dung dịch tạo màng có thành phần là Axit hydrofluoric, axit flozirconic, axit photphoric, axit nitric để tạo lớp phủ màng nhằm tạo liên kết với nền kim loại, có tác dụng chống ăn mòn, làm tăng độ bền của màng sơn, chống ăn mòn lớp sơn. Thời gian nhúng trong bể tạo màng khoảng 15–30 giây, nhiệt độ 43°C.
Bể 5 có máng nước: rửa nước thường: Tại bể này, vỏ lon tiếp tục được rửa phun bằng nước máy.
Bể 6: Rửa nước DI: dùng nước tinh khiết để rửa cuối cùng, hoàn tất bước làm sạch trước khi bước sang công đoạn sấy khô.
Trong đó, bể tẩy axit sơ bộ số 1, 2 không thải bỏ, trong bể có thiết bị tự động để phân tích nồng độ dung dịch trong bể, đồng thời tự động bổ sung hóa chất và nước theo yêu cầu quy trình.
Với các bể rửa nước thường số 3, số 5, sử dụng máy phun nước, phun nước từ 02 bể chứa số 3, số 5 để làm sạch sản phẩm, nước thải được thu gom về hệ thống xử lý nước thải tập trung của dự án.
Với bể tạo màng số 4 chỉ được thay mới theo dạng tự động kiểm tra và bổ sung, không thay toàn bộ dung dịch bể, chỉ khi bảo trì thiết bị mới thay toàn bộ dung dịch trong bể. Dung dịch thải khi thay mới sẽ được đưa từng phần nhỏ vào hệ thống xử lý nước thải của dự án để xử lý.
* Quy trình sản xuất lon 3 mảnh
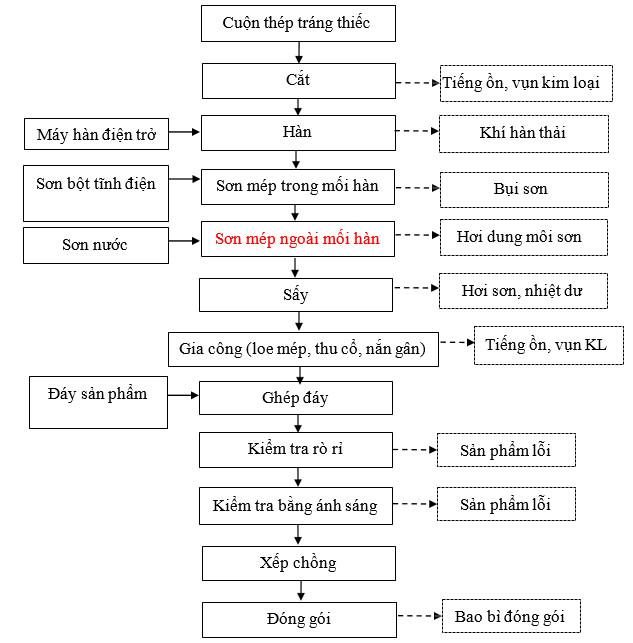
Hình 1.4. Quy trình sản xuất lon 3 mảnh
Nguyên liệu
Nguyên liệu sử dụng để sản xuất lon 3 mảnh là cuộn thép tráng thiếc đã được in họa tiết sẵn tùy theo từng đơn hàng trước khi nhập về nhà máy.
Cắt
Cuộn thép tráng thiếc sau khi nhập về nhà máy được đưa tới công đoạn cắt tấm tự động để chia thành các tấm thép có kích thước phù hợp. Trong đó, máy cắt hoạt động theo 02 bước: cắt dọc để chia cuộn thép tráng thiếc thành các dải hẹp theo chu vi thân lon, sau đó tiến hành cắt ngang, cắt dải thành từng đoạn theo chiều cao lon. Đường cắt sắc gọn giúp đường hàn mép dọc kín, lon không bị rò rỉ.
Hàn
Công đoạn này bao gồm 02 bước cuốn thân + hàn mép. Các tấm thép tráng thiếc sau khi cắt được uốn thàng dạng ống trụ theo kích thước đường kính lon, 02 mép dọc của tấm thép mạ thiếc được ép sát, chồng nhẹ lên nhau để chuẩn bị hàn. Phương pháp hàn được sử dụng là hàn điện trở, dòng điện cường độ cao đi qua làm nóng chảy cục bộ mép tấm thép mạ thiếc. Dưới áp lực của điện cực, kim loại nóng chảy dính liền thành đường hàn kín.
Sơn mép trong mối hàn
Công đoạn này hình thành lớp sơn bảo vệ mép trong mối hàn, tránh mối hàn bị gỉ sét, ăn mòn, đảm bảo an toàn và tính thẩm mỹ. Vị trí cần sơn có bề rộng mỗi mép hàn khoảng 4mm. Dự án sử dụng công nghệ sơn bột tĩnh điện, loại sơn bột sử dụng có thành phần nhựa polyeste, không chứa dung môi: thân lon được đưa qua máy phun sơn bột tĩnh điện đặt dọc mối hàn. Trong khi phun sơn, sơn bột được tích điện âm (-), nhờ súng phun tĩnh điện, bề mặt mối hàn của lon được nối tích điện dương nên sẽ hút các hạt sơn bột bám đều vùng mối hàn. Khu vực tiếp xúc giữa đầu phun sơn và vỏ lon được thiết kế trong buồng kín, lượng bột sơn phun ra ngoài giữa các lon được thiết bị thu hồi nằm trong buồng sơn hút trở lại thiết bị để tái sử dụng. Toàn bộ buồng sơn làm việc trong trạng thái áp suất âm nên không phát sinh bụi sơn ra bên ngoài.
Sơn mép ngoài mối hàn
Sau khi thực hiện sơn mép trong mối hàn, dự án tiến hành thực hiện sơn mép ngoài mối hàn (bên ngoài vỏ lon) để chống ăn mòn, tạo lớp cách ly giữa kim loại và môi trường bên ngoài, đồng thời tăng tính thẩm lỹ, đồng đều màu với thân lon. Công đoạn này sử dụng máy sơn mép ngoài với con lăn nhỏ để phủ lớp sơn gốc dung môi dọc theo đường hàn bên ngoài lon. Công đoạn này phát sinh hơi dung môi pha sơn;
Sấy
Thân lon sau khi phun sơn mối hàn mép trong và lăn sơn mối hàn mép ngoài được đi qua lò sấy nóng, nhiệt độ khoảng 180 -200oC trong 2- 3 phút để làm bột sơn nóng chảy, bám chắc vào mép trong mối hàn tạo ra lớp phủ sơn. Với loại sơn sử dụng sơn mép trong là sơn bột tĩnh điện, không chứa dung môi nên công đoạn sấy sau sơn không phát sinh hơi sơn thải, chỉ phát sinh nhiệt dư. Với loại sơn sử dụng sơn mép ngoài là sơn lỏng, thành phần sơn: Xylen 50%, butanol 30%, 4-methyl 2-pentanone 20%. Do vậy quá trình sấy phát sinh hơi dung môi sơn. Dự án sẽ có biện pháp thu gom xử lý toàn bộ hơi dung môi sơn phát sinh.
Gia công (loe mép, thu cổ, nắn gân) Cắt mép
Tại công đoạn này, thân lon sau khi sấy sơn phủ mối hàn được sang công đoạn gia công tạo hình với các bước sau:
- Bước 1: Loe mép: Đưa lon vào máy loe mép, các trục và dao loe mép tạo mép loe ở đầu thân lon, giúp công đoạn ghép đáy ở bước sau được kín khít, chắc chắn.
- Bước 2: Thu cổ: Để giảm đường kính lon so với thân lon, bước này sử dụng dao định hình ép dần phần trên miệng lon, giảm đường kính lon. Công đoạn này chỉ thực hiện thu cổ tại 01 đầu lon (đầu nắp).
- Bước 3: Nắn gân: Đưa thân lon vào máy nắn gân để tạo các vòng gân nổi đều nhau quanh thân lon giúp thân lon có độ bền cơ học và khả năng chịu áp suất cao. Lon được tạo thành có phần miệng nhấp nhô (không phẳng) do ứng suất của kim loại theo các hướng không đều và do sai số chế tạo của khuôn cũng như sai lệch định vị của khuôn và của máy. Qua máy cắt mép miệng lon, lon sẽ được cắt phẳng miệng đạt chiều cao tiêu chuẩn.
Ghép đáy
Tại công đoạn này, lon được đưa vào máy ghép mí đáy, máy sử dụng 02 con lắn ghép thực hiện ghép mép đáy và mép thân lon vào nhau, sau đó ép chặt, cuộn mép lại, tạo mí kép chắc chắn.
Kiểm tra rò rỉ
Các sản phẩm lon được kiểm tra rò rỉ để đảm bảo công đoạn ghép mí thân, đáy đạt độ kín khít, không rò rỉ. Công đoạn kiểm tra này sử dụng máy kiểm tra rò rỉ. Trong đó, lon đi qua buồng kín, được bơm khí nén, với lon nào sụt áp hoặc không giữ được áp suất sẽ bị loại bỏ. Công đoạn này phát sinh sản phẩm lỗi.
Kiểm tra bằng ánh sáng
Lon đi qua buồng tối, bên trong có đền chiếu mạnh từ trong ra ngoài, camera hoặc cảm biến quang học phát hiện ánh sáng lọt qua các khe hở siêu nhỏ, lon lỗi bị gạt ra tự động. Công đoạn này phát sinh sản phẩm lỗi.
Xếp chồng
Để vận chuyển thuận lợi, an toàn và kinh tế, lon được đóng thành kiện. Kiện gồm nhiều lớp lon xếp chồng lên nhau, giữa các lớp được ngăn bằng các tấm bìa cacton. Số lon mỗi lớp và số lớp mỗi kiện sẽ theo yêu cầu khách hàng, hoặc theo tiêu chuẩn thông dụng ngành. Để giữ lon xếp thành kiện không xê dịch, xô lệch, rơi đổ, kiện lon được buộc dây tự động tại máy buộc dây. Thông thường, buộc dây cả hai chiều ngang và dọc kiện. Mỗi chiều buộc hai dây.
Đóng gói
các kiện lon còn phải được bọc kín xung quanh bằng nilon nhờ máy cuốn nilon, trước khi nhập kho chờ chuyển tới khách hàng.
* Quy trình sản xuất nắp, đáy của lon 03 mảnh
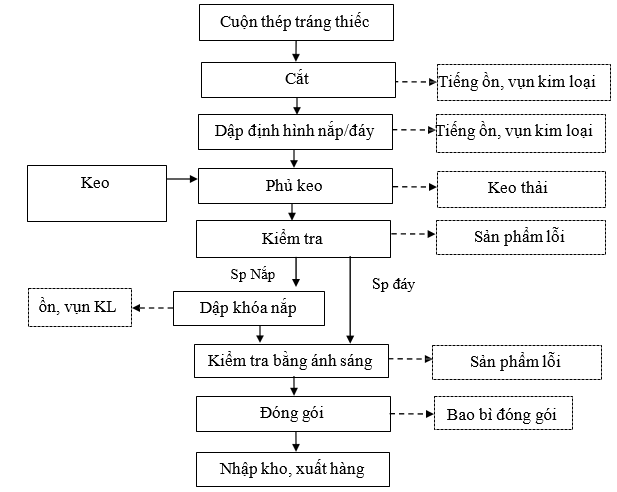
Hình 1.5. Quy trình sản xuất nắp, đáy lon 3 mảnh
Thuyết minh quy trình:
Cắt
Cuộn thép tráng thiếc sau khi nhập về nhà máy được đưa tới công đoạn cắt tấm tự động để chia thành các tấm thép có kích thước phù hợp để thực hiện công đoạn dập định hình.
Dập định hình
Tấm thép tráng thiếc làm nắp/đáy sau công đoạn cắt được cung cấp cho máy dập định hình nắp. Thép tráng thiếc được cấp vào máy dập, dập thép thành biên dạng của nắp/đáy bởi hệ thống khuôn của máy dập định hình nắp, đáy.
Phủ keo
Sản phẩm nắp đã được định hình sẽ được hệ thống băng tải chuyền tải tới máy phủ keo. Quá trình phủ keo được tiến hành tự động bởi máy phủ keo. Keo sử dụng là chất kết dính dung trong công nghệ thực phẩm (không chứa thành phần nguy hại, không gây mùi, khí thải ra môi trường bên ngoài).
Kiểm tra
Nắp, đáy đã định hình sau khi đã phủ keo sẽ chạy qua và được kiểm tra 100% bởi hệ thống camera.
Dập khóa nắp
Riêng đối với sản phẩm nắp thỉ tiếp tục tới công đoạn dập khóa mở nắp và hoàn thiện nắp sẽ thực hiện làm phần đường mở nắp và khoen mở nắp để mở nắp khi sử dụng. Kết thúc bước này là tạo ra sản phẩm nắp hoàn thiện.
Kiểm tra bằng ánh sáng
Tại công đoạn này, sản phẩm chạy qua hệ thống máy kiểm tra bằng ánh sáng và ngoại quan để kiểm tra. Những sản phẩm lỗi sẽ bị loại bỏ và thu thập lại để bán phế liệu.
Đóng gói
Sau khi nắp, đáy được kiểm tra bởi máy kiểm tra, nắp sẽ được truyền tải tới hệ thống đếm và đóng túi sau đó đóng thành kệ nắp hoàn thiện (một kệ nắp gồm nhiều túi nắp xếp chồng nên nhau), đáy được chuyển sang dây chuyền sản xuất lon 3 mảnh để ghép với thân lon tạo thành sản phẩm hoàn thiện.
* Quy trình thực hiện quyền xuất khẩu, quyền nhập khẩu và quyền phân phối bán buôn (không lập cơ sở bán buôn) các hàng hóa có mã HS 7310, 7612, 8309 theo quy định của pháp luật Việt Nam.
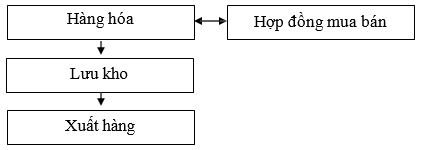
Hình 1.6. Quy trình thực hiện quyền xuất khẩu, quyền nhập khẩu và quyền phân phối bán buôn
Thuyết minh quy trình
Sau khi nhận được đơn đặt hàng từ khách hàng, Công ty sẽ tìm các nhà cung cấp có thể đáp ứng được yêu cầu và tiến hành thủ tục mua bán. Các hàng hóa mua bán là các sản phẩm và nguyên vật liệu được nhập khẩu từ trong và ngoài nước không thuộc danh mục hàng cấm nhập khẩu cũng không thuộc danh mục hàng tạm ngừng nhập khẩu. Lưu kho: Đối với hàng hóa mà Công ty nhập khẩu từ trong và ngoài nước về thì 5% đơn đặt hàng sau khi chủ dự án nhận đơn đặt hàng mua về lưu lại kho (Tuy nhiên hàng hóa không nhập cùng một lúc về kho của công ty mà chỉ khi có đơn hàng thì mới nhập về và lưu kho) sau đó giao cho đối tác, còn lại 95% đơn hàng được giao hàng trực tiếp cho đối tác không lưu kho.
Giao cho khách hàng: Khi khách hàng có nhu cầu, Công ty thực hiện các việc chuyển giao hàng hóa cho khách hàng.
Các mặt hàng nắp lon nhôm, vỏ lon nhôm có mã HS 7310, 7612, 8309. Cụ thể:
- Mã HS 7310: Các loại đồ chứa dạng két, thùng phuy, thùng hình trống, hình hộp, lon và các loại đồ chứa tương tự, dùng để chứa mọi loại vật liệu (trừ ga nén hoặc ga lỏng), bằng sắt hoặc thép, dung tích không quá 300 lít, đã hoặc chưa được lót hoặc tạo lớp cách nhiệt, nhưng chưa được ghép với thiết bị cơ khí hoặc thiết bị nhiệt.
- Mã HS 7612: Thùng phuy, thùng hình trống, lon, hộp và các loại đồ chứa tương tự (kể cả các loại thùng chứa hình ống cứng hoặc có thể xếp lại được), để chứa mọi loại vật liệu (trừ ga nén hoặc ga lỏng), dung tích không quá 300lit, đã hoặc chưa lót hoặc cách nhiệt, nhưng chưa lắp ghép với thiết bị cơ khí hoặc thiết bị nhiệt.
- Mã HS 8309: Nút chai lọ, nút bịt và nắp đậy (kể cả nắp hình vương miện, nút xoáy và nút một chiều), bao thiếc bịt nút chau, nút thùng có ren, tấm đậy lỗ thoát của thùng, dụng cụ niêm phong và bộ phận đóng gói khác, bằng kim loại cơ bản.
3.3.Sản phẩm của dự án
Sản phẩm của dự án là lon nhôm, thiếc dùng cho thực phẩm và đồ uống: 950.000.000 sản phẩm/năm, tương đương 26.800 tấn/năm. Trong đó 750.000.000 sản phẩm lon nhôm/năm, tương đương 8.400 tấn/năm và 200.000.000 sản phẩm lon thiếc, tương đương 18.400 tấn/năm.

Hình 1.7. Hình ảnh sản phẩm
4.Nguyên liệu, nhiên liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện nước của dự án đầu tư
4.1.Giai đoạn thi công xây dựng
* Nhu cầu sử dụng nguyên, vật liệu xây dựng
Dự án thực hiện xây dựng các hạng mục công trình trên tổng diện tích đất theo mặt bằng quy hoạch tổng thể là 60.000 m2.
Khối lượng các loại nguyên, vật liệu xây dựng chính của dự án được đơn vị tư vấn xây dựng tính toán dựa trên khối lượng xây dựng các hạng mục công trình. Các loại nguyên liệu này sẽ được mua từ các đại lý vật liệu xây dựng trên địa bàn xã Yên Mỹ và các khu vực lân cận.
Bảng 1.2 Nhu cầu nguyên vật liệu giai đoạn xây dựng của dự án
|
STT |
Tên vật tư |
Số lượng |
Hệ số quy đổi |
Khối lượng (tấn) |
|
1 |
Bê tông nhựa C≤12,5 |
546,22 m3 |
0,9 tấn/m³ |
851,6 |
|
2 |
Bê tông nhựa C19, R19 |
525,11 m3 |
0,9 tấn/m³ |
1.012,6 |
|
3 |
Cấp phối đá dăm các loại |
1.612,91 m3 |
1,55 tấn/m³ |
500,1 |
|
4 |
Cát mịn ML=0,7-1,4 |
92,31 m3 |
1,3 tấn/m³ |
120 |
|
5 |
Cát mịn ML=1,5-2,0 |
192,3 m3 |
1,3 tấn/m³ |
250 |
|
6 |
Cát mô đun độ lớn 1,5-2,0 |
184,6 m3 |
1,3 tấn/m³ |
240 |
|
7 |
Cát vàng |
528,58 m3 |
1,4 tấn/m³ |
740 |
|
8 |
Đá 1x2 |
303,3 m3 |
1,55 tấn/m³ |
470 |
|
9 |
Đá 2x4 |
245,16 m3 |
1,55 tấn/m³ |
380 |
|
10 |
Đá cấp phối dmax≤4 |
129,03 m3 |
1,55 tấn/m³ |
200 |
|
11 |
Dây thép |
- |
- |
0,3 |
|
12 |
Đinh |
- |
- |
0,17 |
|
13 |
Gạch không nung 6,5x10,5x22cm |
394.120 viên |
1,7 kg/viên |
670 |
|
14 |
Gạch không nung CLXM 6x10x21cm |
7.060 viên |
1,7 kg/viên |
12 |
|
15 |
Gạch xi măng tự chèn dày 5,3cm |
266.670 viên |
1,8 kg/viên |
480 |
|
16 |
Que hàn |
- |
- |
0,15 |
|
17 |
Sơn dẻo nhiệt các loại |
- |
- |
1,44 |
|
18 |
Sơn lót |
- |
- |
0,05 |
|
19 |
Sắt đệm |
- |
- |
0,05 |
|
20 |
Thép hình |
- |
- |
0,35 |
|
21 |
Thép tấm |
- |
- |
0,56 |
|
22 |
Thép tròn D<10mm, D<18mm |
- |
- |
17 |
|
23 |
Thép tròn Fi >18mm, |
- |
- |
1,3 |
|
24 |
Gỗ chống |
- |
- |
50 |
|
25 |
Gỗ ván |
- |
- |
450 |
|
26 |
Xi măng PCB30, PCB40 |
- |
- |
525 |
|
|
Tổng khối lượng |
|
|
7.762,29 |
* Nguồn cung cấp nguyên liệu
Các nguyên, vật liệu trên được mua mới hoàn toàn đảm bảo đúng yêu cầu kỹ thuật, các tiêu chuẩn Việt Nam hiện hành.
Ngoài các nguyên liệu trên, dự án còn sử dụng các loại cống tròn, cống hộp bê tông đúc sẵn, ống HDPE…
* Nhu cầu sử dụng điện:
Được đấu nối từ nguồn điện tại khu vực. Điện chủ yếu phục vụ chiếu sáng tại lán trại và vận hành một số máy móc thi công.
Nhu cầu sử dụng điện trong giai đoạn thi công xây dựng ước tính khoảng 950 kWh/tháng.
* Nhu cầu dùng nước:
Nước phục vụ cho hoạt động sinh hoạt của công nhân, nước thi công, nước tưới ẩm trong quá trình thi công xây dựng được lấy từ hệ thống cấp nước của KCN Yên Mỹ. Việc tuyển dụng công nhân xây dựng sẽ tăng cường sử dụng nhân lực địa phương, công nhân ở lại công trường được nghỉ tại nhà tạm.
Số lượng công nhân giai đoạn thi công xây dựng là 50 người
Với định mức sử dụng nước là 45 lít/người.ngày thì lượng nước cần cấp sẽ khoảng (50*45/1000) = 2,25 (m3/ngày đêm).
- Nhu cầu sử dụng nước cho thi công xây dựng khoảng 3,5 m3/ngày.
Nước tưới làm ẩm để giảm phát tán bụi: lượng nước này không sử dụng thường xuyên, chỉ sử dụng vào những ngày nắng khô hanh, trung bình sử dụng khoảng 2 m3/ngày.
GỌI NGAY – 0903 649 782 - 028 351 46 426



Tin liên quan
- › Báo cáo đề nghị cấp giấy phép môi trường nhà máy sản xuất giấy
- › Báo cáo đề xuất cấp GPMT nhà máy xử lý chất thải
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất khuôn đúc, sản phẩm đúc
- › Báo cáo đề xuất cấp GPMT dự án đầu tư xây dựng trạm trộn bê tông nhựa Asphalt
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản pin
- › Báo cáo ĐTM dự án đầu tư nuôi lợn công nghệ cao
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy tinh bột sắn xuất khẩu
- › Báo cáo đề xuất cấp GPMT nhà máy cán thép chất lượng cao
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất giấy
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất dây cáp điện
Bình luận (0)
HOTLINE
![]()
HOTLINE:
0903649782 - 028 35146426
CÁC DỰ ÁN ĐẦU TƯ








HOTLINE

HOTLINE:
0903649782 - 028 35146426
nguyenthanhmp156@gmail.com
Gửi bình luận của bạn