Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất dây cáp điện
Báo cáo đề xuất cấp giấy phép môi trường (GPMT) dự án nhà máy sản xuất và gia công dây cáp điện công suất 3.000 tấn/năm và dây cáp điện thoại công suất 12.024 km/năm.
Ngày đăng: 08-10-2025
423 lượt xem
4. Nguyên liệu, nhiên liệu, vật liệu, điện năng, hoá chất sử dụng, nguồn cung cấp điện, nước của cơ sở... 15
4.1. Nhu cầu sử dụng nguyên liệu, nhiên liệu, vật liệu, hoá chất trong giai đoạn vận hành của cơ sở...15
5.3. Danh mục máy móc, thiết bị phục vụ cho cơ sở.............................................. 21
SỰ PHÙ HỢP CỦA CƠ SỞ VỚI QUY HOẠCH, KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG..... 23
1. Sự phù hợp của cơ sở với quy hoạch bảo vệ môi trường quốc gia, quy hoạch tỉnh, phân vùng môi trường:... 23
2. Sự phù hợp của cơ sở đối với khả năng chịu tải của môi trường:........................ 24
CHƯƠNG 3. KẾT QUẢ HOÀN THÀNH CÁC CÔNG TRÌNH, BIỆN PHÁP BẢO VỆ MÔI TRƯỜNG CỦA CƠ SỞ..... 27
1. Công trình, biện pháp thoát nước mưa, thu gom và xử lý nước thải........................ 27
3. Công trình, thiết bị lưu giữ, xử lý chất thải rắn thông thường, chất thải nguy hại....... 38
3.1. Khối lượng chất thải rắn sinh hoạt, chất thải rắn công nghiệp thông thường phát sinh trong quá trình vận hành; chất thải nguy hại phát sinh (kg/năm và kg/tháng);...38
4. Công trình, biện pháp lưu giữ chất thải nguy hại:......................... 41
5. Công trình, biện pháp giảm thiểu tiếng ồn, độ rung, bảo đảm quy chuẩn kỹ thuật về môi trường:........ 42
6. Phương án phòng ngừa, ứng phó sự cố môi trường trong quá trình vận hành thử nghiệm và khi cơ sở đi vào vận hành:....... 42
7. Biện pháp bảo vệ môi trường đối với nguồn nước công trình thuỷ lợi khi có hoạt động xả nước thải vào công trình thuỷ lợi:..... 47
8. Kế hoạch, tiến độ, kết quả thực hiện phương án cải tạo, phục hồi môi trường, phương án bồi hoàn đa dạng sinh học.... 47
NỘI DUNG ĐỀ NGHỊ CẤP GIẤY PHÉP MÔI TRƯỜNG............................... 49
1. Nội dung đề nghị cấp phép đối với nước thải:............................................... 49
3. Nội dung đề nghị cấp giấy phép đối với tiếng ồn, độ rung:.................... 50
Chương v. Kết quả quan trắc môi trường của cơ sở............................................. 51
5.1. Kết quả quan trắc môi trường định kỳ đối với nước thải.............................. 51
CHƯƠNG VI: KẾ HOẠCH VẬN HÀNH THỬ NGHIỆM CÔNG TRÌNH XỬ LÝ CHẤT THẢI VÀ CHƯƠNG TRÌNH QUAN TRẮC MÔI TRƯỜNG CỦA CƠ SỞ....53
6.1. Kế hoạch vận hành thử nghiệm công trình xử lý chất thải của cơ sở.......... 53
6.2.1. Chương trình quan trắc môi trường định kỳ.................................... 53
6.2.2. Chương trình quan trắc tự động, liên tục chất thải:............................ 53
6.2.3. Hoạt động quan trắc môi trường định kỳ, quan trắc môi trường tự động, liên tục khác theo quy định của pháp luật có liên quan hoặc theo đề xuất của chủ cơ sở.. 53
CHƯƠNG VII: KẾT QUẢ KIỂM TRA, THANH TRA VỀ BẢO VỆ MÔI TRƯỜNG ĐỐI VỚI CƠ SỞ...... 54
CHƯƠNG VIII................................................................................ 55
CAM KẾT CỦA CHỦ CƠ SỞ................................................................. 55
1. Cam kết về tính chính xác, trung thực của hồ sơ đề nghị cấp giấy phép môi trường.... 55
2. Cam kết việc xử lý chất thải đáp ứng các quy chuẩn, tiêu chuẩn kỹ thuật về môi trường và các yêu cầu về bảo vệ môi trường khác có liên quan...... 55
PHỤ LỤC BÁO CÁO.............................................. 56
Chương I
THÔNG TIN CHUNG VỀ CƠ SỞ
1.Tên chủ cơ sở:
Công ty TNHH cáp điện
Địa chỉ trụ sở chính: KCN Khai Quang, phường Khai Quang, thành phố Vĩnh Yên, tỉnh Vĩnh Phúc.
-Người đại diện theo pháp luật của cơ sở:
+ Họ và tên: ...... - Gun Chức danh: Tổng Giám đốc
+ Hộ chiếu số: .........
+ Ngày cấp:.......Nơi cấp: Bộ Ngoại giao và Thương mại Hàn Quốc.
+ Nơi đăng ký hộ khẩu thường trú: ........Ujangsan I-Park, Apt No.1159, Hwagok-Dong, Kang Seo-Ku, Seoul, Hàn Quốc
+ Chỗ ở hiện tại: .......Vạn Phúc, phường Kim Mã, Quận Ba Đình, thành phố Hà Nội.
+ Số điện thoại liên hệ: ..........
+ Mã số thuế: .........
Giấy chứng nhận đăng ký đầu tư: Mã số cơ sở ......... do Ban quản lý các khu công nghiệp tỉnh Vĩnh Phúc chứng nhận lần đầu ngày 15/10/2007, chứng nhận thay đổi lần thứ 9 ngày 03/12/2019.
Giấy đăng ký kinh doanh: Mã số doanh nghiệp ......., do Phòng đăng ký kinh doanh – Sở Kế hoạch và đầu tư tỉnh Vĩnh Phúc chứng cấp lần đầu ngày 15/10/2007, đăng ký thay đổi lần thứ 10 ngày 20/11/2019.
2.Tên cơ sở:
“Nhà máy sản xuất và gia công dây cáp điện và dây cáp điện thoại”
Địa điểm cơ sở: KCN Khai Quang, phường Khai Quang, thành phố Vĩnh Yên, tỉnh Vĩnh Phúc.
Diện tích cơ sở: 30.000m2.
Cơ quan thẩm định thiết kế xây dựng, cấp các loại giấy phép có liên quan đến môi trường của cơ sở: Cơ sở được Sở xây dựng tỉnh Vĩnh Phúc cấp giấy phép xây dựng và UBND tỉnh Vĩnh Phúc cấp quyết định phê duyệt báo cáo đánh giá tác động môi trường.
Quyết định phê duyệt đề án bảo vệ môi trường chi tiết: Số 618/QĐ-UBND của UBND tỉnh Vĩnh Phúc ngày 15/3/2018 về việc phê duyệt đề án bảo vệ môi trường chi tiết của cơ sở “Nhà máy sản xuất và gia công dây cáp điện và dây cáp điện thoại” của Công ty TNHH cáp điện .... tại KCN Khai Quang, phường Khai Quang, thành phố Vĩnh Yên, tỉnh Vĩnh Phúc.
Quy mô của cơ sở (phân loại theo tiêu chí quy định của pháp luật về đầu tư công): Cơ sở có tổng vốn đầu tư là 160.000.000.000 đồng (Một trăm sáu mươi tỷ đồng). Theo tiêu chí quy định của pháp luật về đầu tư công Cơ sở thuộc nhóm B (Mục III , Phần B– Phụ lục I Danh mục phân loại cơ sở công được ban hành kèm theo Nghị định số 40/2020/NĐ-CP ngày 06/4/2020 của Chính phủ quy định chi tiết thi hành một số điều của Luật Đầu tư công).
Cơ sở “Nhà máy sản xuất và gia công dây cáp điện và dây cáp điện thoại” thuộc loại hình có nguy cơ gây ô nhiễm môi trường, thuộc nhóm I quy định tại số thứ tự 3, phụ lục III Nghị định số 08/2022/NĐ-CP.
Quá trình hoạt động của cơ sở có phát sinh nước thải (đấu nối vào trạm xử lý nước thải tập trung của KCN Khai Quang), phát sinh chất thải nguy hại với khối lượng >1.200kg/năm, thuộc đối tượng phải có giấy phép môi trường theo quy định tại khoản 2, điều 39, Luật BVMT 2020.
Cơ sở thuộc thẩm quyền cấp Giấy phép môi trường của UBND tỉnh thuộc mục a, khoản 3, điều 41, Luật BVMT 2020.
Báo cáo được thực hiện theo mẫu phụ lục X kèm theo Nghị định số 08/2022/NĐ- CP ngày 10/01/2022 của Chính Phủ.
3.Công suất, công nghệ, sản phẩm của cơ sở:
3.1.Công suất của cơ sở:
Năm 2007, Công ty bắt đầu xây dựng nhà xưởng và đi vào hoạt động với quy mô: Sản xuất, gia công dây cáp điện công suất 3.000 tấn/năm; Sản xuất, gia công dây cáp điện thoại công suất 12.024 km/năm. Cơ sở trên đã được Sở Tài nguyên và Môi trường tỉnh Vĩnh Phúc xác nhận các phương án bảo vệ môi trường tại văn bản số 113/CV-TNMT ngày 26/2/2007.
Năm 2015, Công ty đã tiến hành nâng công suất sản xuất với quy mô như sau: Sản xuất, gia công dây điện công suất 2.000 tấn/năm; Sản xuất, gia công dây cáp điện công suất 5.000 tấn/năm; Sản xuất, gia công dây cáp điện thoại công suất 12.024 km/năm. Cơ sở nâng công suất đã được UBND tỉnh Vĩnh Phúc phê duyệt Đề án bảo vệ môi trường chi tiết tại Quyết định Số 618/QĐ-UBND ngày 15/3/2018.
Đến nay, công suất sản xuất của cơ sở không thay đổi so với Đề án bảo vệ môi trường chi tiết đã được phê duyệt. Cụ thể như sau:
Bảng 1.1. Công suất sản xuất của cơ sở
|
STT |
Sản phẩm |
Công suất |
Đơn vị |
|
1. |
Sản xuất, gia công dây điện |
2.000 |
Tấn/năm |
|
2. |
Sản xuất, gia công dây cáp điện |
5.000 |
Tấn/năm |
|
3. |
Sản xuất, gia công dây cáp điện thoại |
12.024 |
Km/năm |
|
|
Tổng |
100.000.000 |
Sản phẩm/năm |
(Nguồn: Công ty TNHH cáp điện ......)
3.2.Công nghệ sản xuất của cơ sở
Công nghệ sản xuất của cơ sở là công nghệ tiên tiến, hiện đại, hiện đang được sử dụng rộng rãi và hiệu quả trên thế giới. Sản phẩm của cơ sở được gia công bằng máy móc tự động 70%, quy trình sản xuất được vận hành tự động hóa giúp tiết kiệm thời gian, tăng độ hoàn thiện của sản phẩm, giảm khấu hao sản phẩm và tiết kiệm đến 75% chi phí lao động sản xuất trực tiếp.
3.2.1.Quy trình sản xuất các dây chuyền sản phẩm tại cơ sở
Hiện tại, công nghệ sản xuất của cơ sở không thay đổi so với đề án bảo vệ môi trường chi tiết đã được phê duyệt.
Công nghệ sản xuất của từng dây chuyền được mô tả như sau:
a/ Quy trình sản xuất, gia công dây điện, dây cáp điện:
Quy trình sản xuất dây điện và dây cáp điện có quy trình sản xuất cơ bản giống nhau, riêng quy trình sản phẩm dây TIW (một loại dây điện) tương đối khác với các sản phẩm còn lại.
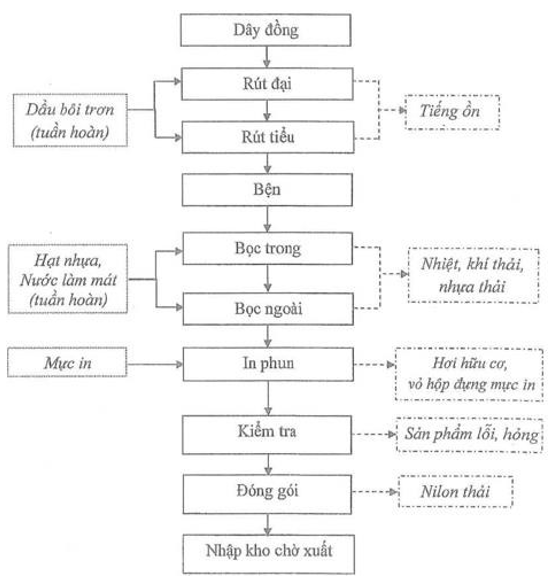
Hình 1.1. Quy trình sản xuất, gia công dây điện
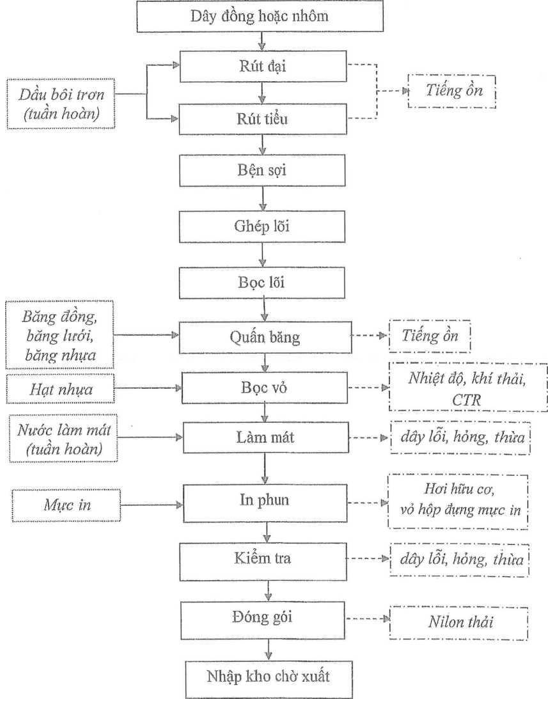
Hình 1.2. Quy trình sản xuất, gia công dây cáp điện các điện loại
Thuyết minh quy trình sản xuất, gia công dây điện và dây cáp điện:
Nhập nguyên liệu: Nguyên vật liệu chính cấu thành, nên các sản phẩm dây điện, dây cáp điện là các vật liệu, như đồng, nhôm làm ruột dây dẫn điện. Các vật liệu phụ khác như: Lớp băng quấn bảo vệ bằng thép hoặc nhôm, lớp độn định hình bằng sợi pp, hạt nhựa dùng làm vỏ cách điện...sẽ được cấu thành vào sản phẩm tùy theo quy cách kỹ thuật, công nghệ sản xuất của từng sản phẩm.
Két rút (rút đại và rút tiểu): Dây đồng nguyên liệu mua về thường có đường kính theo quy cách của nhà sản xuất. Để có các cỡ dây có đường kính phù hợp với mỗi loại sản phẩm, dây đồng nguyên liệu được cho qua máy kéo rút để thu nhỏ dần đường kính đồng thời kéo dài chiều dài sợi dây (ruột dẫn điện). Trong quá trình kéo rút dây đồng, hệ thống bơm dầu tuần hoàn sẽ bơm dầu làm mát vào khuôn rút, làm giảm nhiệt sinh ra do ma sát, đồng thời bôi trơn và bảo vệ khuôn. Hệ thống bơm dầu tuần hoàn này lắp cho từng thiết bị và lượng dầu thải phát sinh được thu hồi về bể chứa dầu bên ngoài nhà xưởng để tuần hoàn tái sử dụng, không thải ra ngoài. Khối lượng dầu thu về bể sau mỗi ca làm việc sẽ bị hao hụt một phần do lượng dầu bám vào bể mặt sản phẩm. Do vật, định kỳ hàng tháng nhà máy sẽ bổ sung thêm lượng dầu và nước nhất định vào các bể chứa dầu để đảm bảo lượng dầu trong bể luôn ổn định, đảm bảo tuần hoàn cho công đoạn kéo rút. Khối lượng dầu bổ sung thêm khoảng 2,5m3/tháng (chưa pha nước).
Bện (xoắn): Xoắn là công đoạn tạo dây mạch cho quá trình bọc vỏ cách điện hoặc vỏ bảo vệ tiếp theo. Tùy theo từng nhóm sản phẩm với quy cách kỹ thuật và các bước công nghệ sản xuất khác nhau để sử dụng các công nghệ xoắn phù hợp như sau:
+ Xoắn đồng mềm: Dùng trong sản xuất dây phôi của nhóm sản phẩm dây điện mềm. điện.
+ Xoắn đồng cứng: Dùng trong sản xuất dây phôi của nhóm sản phẩm dây cáp
+ Xoắn nhóm: Dùng trong công đoạn xoắn nhóm các nhóm dây lại với nhau).
Tại công đoạn này, cần phải tạo nhóm ruột dây dẫn diện (ghép lõi) trước khi bọc vỏ bảo vệ đối với nhóm sản phẩm dây cáp điện, các lõi cáp được vặn chặt với nhau với bước xoắn phù hợp theo tiêu chuẩn kỹ thuật. Đổi với các sản phẩm dây cáp điện có quấn giáp kim loại bảo vệ (bọc lõi), sợi độn pp thì các lớp băng nhôm, sắt hoặc sợi độn P.P cũng được thực hiện đồng thời tại công đoạn này bằng thiết bị quấn băng được tích hợp trong máy vặn xoắn nhằm mục đích làm tròn dây cáp.
Bọc trong (bọc vỏ cách điện): Sau công đoạn xoắn mạch, dây phôi được chuyển sang công đoạn bọc vỏ cách điện. Tùy theo yêu cầu sản phẩm, công nhân sẽ tiên hành lựa chọn loại hạt nhựa phù hợp để đổ vào máy bọc vỏ qua phễu nạp liệu. Các hạt nhựa dưới tác động của nhiệt độ (dao động khoảng 80~225°C) sẽ bị làm mềm gần đạt đến trạng thái nóng chảy, sau đó dưới lực ép của khuôn ép sẽ tạo thành các lớp vỏ bọc cho lõi dây điện. Máy ép nhà máy sử dụng là máy ép kín, có hệ thống áp suất thủy lực 5T – 20T, hệ thống gia nhiệt bằng điện. Công đoạn này không phát sinh khí thải do hạt nhựa được làm nóng đến trạng thái nóng chảy và dùng máy ép thủy lực để ép, chưa làm biến đổi tính chất hóa học của nguyên liệu.
+ Đối với dây điện: Nguyên liệu sử dụng để bọc vỏ là hạt nhựa PVC, hai lối pha của sản phẩm thường được bọc hai màu đen và trắng để phân biệt khi đấu nối dây điện.
+ Đối với dây cáp điện: Nguyên liệu sử dụng để bọc vỏ là hạt nhựa PVC hoặc XLPE, nhựa XL.PE có tính chất cách điện tốt hơn nhựa PVC nêu tùy theo yêu cầu của sản phẩm để sử dụng loại nhựa phù hợp.
Bọc ngoài (bọc vỏ bảo vệ): Dây điện và dây cáp điện sau khi bọc trong sẽ chuyển sang cồng đoạn bọc ngoài nhằm mục đích bảo vệ toàn bộ lõi dây bên trong (bao gồm ruột dẫn điện và phần vở cách điện) khỏi các tác động bên ngoài làm ảnh hưởng đến chất lượng hoặc giảm tuổi thọ của ruột dẫn, dùng thể hiện thông tin về sản phẩm (tên sản phẩm, quy cách, nhà sản xuất, sổ mét đánh dấu...). Nguyên liệu sử dụng là hạt nhựa PVC.
Sau mỗi công đoạn bọc vỏ, dây điện và dây cáp điện được qua máy làm mát, dây điện được tiếp xúc trực tiếp với nước làm mát, lượng nước làm mát này được đưa ra ngoài bể chứa bên ngoài nhà xưởng để tuần hoàn tái sử dụng, không thải ra ngoài môi trường. Định kỳ hàng ngày nhà máy sẽ bổ sung thêm khoảng 0,5m3 nước vào bể chứa nước để bù cho lượng nước đã thất thoát từ quá trình bay hơi tại tháp giải nhiệt.
In, phun: Máy bọc vỏ được tích hợp đầu phun mực để in phun các thông tin về sản phẩm lên vỏ ngoài của dây điện. Lưu lượng mực in sử dụng khoảng 1,2L/ngày.
Kiểm tra, đóng gói: Các sản phẩm dây điện sau khi kiểm tra đạt yêu cầu sẽ được đóng gói bằng máy cuộn tự động rồi bọc nilon bên ngoài, sau đó chuyển về kho chứa sản phẩm. Riêng đối với dây cáp điện sẽ được cuộn vào các văng gỗ, sau đó chuyển về kho chứa sản phẩm của công ty.
b/ Quy trình sản xuất dây TIW (một loại dây điện)
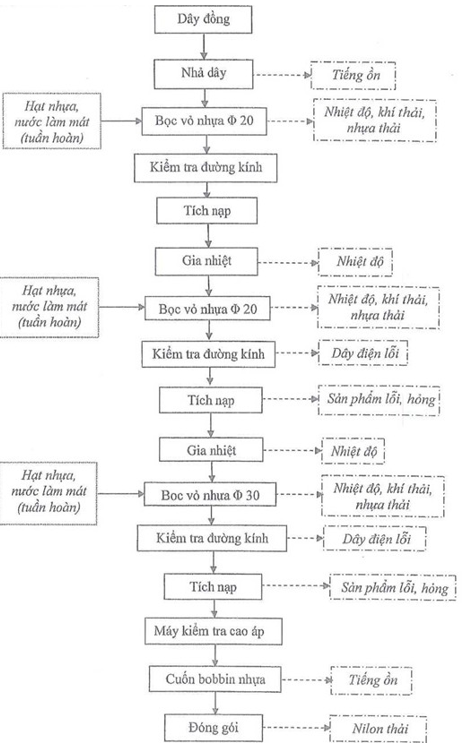
Hình 1.3. Quy trình sản xuất dây TIW
Thuyết minh quy trình sản xuất dây TIW:
Dây đồng nguyên liệu từ công đoạn kéo rút dây đồng của Công ty được đưa qua máy nhả dây, sau đó qua máy bọc (sử dụng nguyên liệu là loại hạt nhựa PBT). Tiếp theo, dây TIW được kiểm tra đường kính tự động bằng máy và kiểm tra độ đồng đều của dây (công đoạn tích nạp), dây không đạt được công nhân tiến hành cắt bỏ và lưu kho phế liệu, dây đạt được chuyển sang bước gia nhiệt bằng gas để làm nhẵn bề mặt. Sau đó, dây điện được đưa qua các bước: Bọc, kiểm tra đường kính, tích nạp, gia nhiệt tương tự như đã trình bày ở trên thêm 02 lần nữa để đảm bảo dây điện được bọc 3 lớp, nhằm nâng cao chất lượng của sản phẩm. Riêng đối với công đoạn bọc 030, loại hạt nhựa dùng để bọc là hạt nhựa nylon ZYT 103 HSL. Cuối cùng, dây TIW được đưa quạ máy kiểm tra cao áp nhằm kiểm tra tính năng của sản phẩm. Dây TIW đạt chuẩn sẽ được cuốn vào các bobin nhựa để đóng gói và chuyển về kho sản phầm chờ xuất hàng. Những đoạn dây TIW không đạt yêu cầu sẽ được công nhân cắt bỏ và lưu kho phế liệu chờ xử lý.
c/ Quy trình sản xuất dây cáp điện thoại
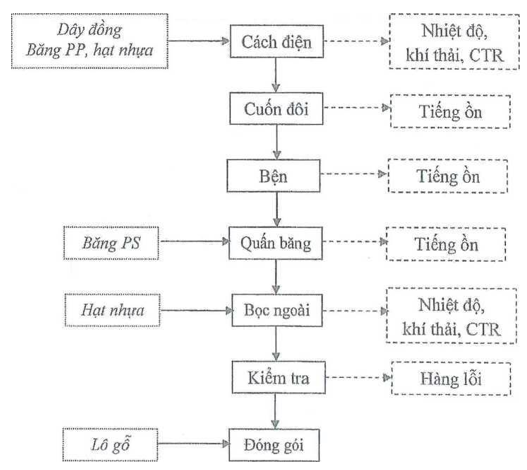
Hình 1.4. Quy trình sản xuất dây cáp điện thoại
Thuyết minh quy trình sản xuất dây cáp điện thoại:
Công nghệ sản xuất từng công đoạn của dây truyền sản xuất dây cáp điện thoại tương tự như công nghệ sản xuất dây điện, cụ thể các bước như sau:
Cách điện: Dây đồng được qua máy bọc bằng lớp băng pp và lớp nhựa PE cách điện.
Cuốn đôi: Hai dây được bện qua máy quấn đôi.
Bện (xoắn): Sau khi cuốn đôi, bán thành phẩm được qua máy bện để xoắn các sợi đôi lại với nhau (số lượng sợi đôi tùy từng loại sản phẩm).
Quấn băng: Bán thành phẩm sau khi bện được tra dầu để tạo độ trơn và quấn băng PS.
Bọc ngoài (bọc vỏ bảo vệ): Bán thành phẩm được bọc ngoài bằng hạt nhựa PE tương tự như quy trình sản xuất dây điện.
Kiểm tra, đóng gói: Sản phẩm được đưa vào khu vực kiểm tra hàng. Tại đây, công nhân sẽ quan sát bằng mắt thường để phát hiện ra lỗi của sản phẩm như lỗi vỏ ngoài, lỗi đứt dây... Tuy nhiên, vì dây chuyền sản xuất gần như là tự động khép kín nên hầu như .không có sản phẩm lỗi. Sản phẩm sau khi kiểm tra đạt yêu cầu được máy quấn vào các lô gỗ, sau đó chuyên về kho hàng.
3.3.Sản phẩm của cơ sở:
Sản phẩm đầu ra của cơ sở bao gồm dây điện, dây cáp điện và dây cáp điện thoại.
4.Nguyên liệu, nhiên liệu, vật liệu, điện năng, hoá chất sử dụng, nguồn cung cấp điện, nước của cơ sở:
4.1.Nhu cầu sử dụng nguyên liệu, nhiên liệu, vật liệu, hoá chất trong giai đoạn vận hành của cơ sở:
Nhu cầu sử dụng nguyên liệu:
Nhu cầu sử dụng các loại nguyên vật liệu phục vụ cho hoạt động sản xuất của cơ sở trong năm sản xuất ổn định như sau:
Bảng 1. 2. Danh mục NVL chính phục vụ cho dây chuyền sản xuất của cơ sở
|
TT |
Nguyên liệu |
Đơn vị |
Khối lượng |
|
1. |
Dây đồng |
Tấn/tháng |
480 |
|
2. |
Dây nhôm 9 mm |
Tấn/tháng |
30 |
|
3. |
Hạt nhựa các loại (PVC, PE, PBT) |
Tấn/tháng |
250 |
|
4. |
Dầu Diêxel |
Lít/tháng |
100 |
|
5. |
Sợi độn pp |
Tấn/thảng |
10 |
|
6. |
Băng màu |
Tấn/tháng |
0,07 |
|
7. |
Băng Foam |
Tấn/tháng |
0,3 |
|
8. |
Băng thép |
Tấn/tháng |
0,1 |
|
9. |
Băng đồng |
Tấn/tháng |
0,6 |
|
10. |
Băng nhựa |
Tẩn/tháng |
2 |
|
11. |
Băng nhôm |
Tấn/tháng |
0,01 |
|
12. |
Lô gỗ |
Chiếc/tháng |
1.000 |
|
13. |
Thùng carton |
Cái/tháng |
15.000 |
|
14. |
Bob in nhựa |
Cái/tháng |
15.000 |
|
15. |
Pallet nhựa |
Cái/tháng |
150 |
|
16. |
Dầu bôi trơn cho công đoạn rút (bổ sung thêm) |
Lít/tháng |
2.500 |
|
17. |
Mực in |
Lít/tháng |
36 |
[Nguồn: Công ty TNHH cáp điện ......]
Ghi chú:
Các nguyên liệu dầu, mực in, nhựa, sử dụng tại Cơ sở có thành phần và đặc tính như sau:
|
STT |
Tên nguyên liệu |
Thành phần |
Đặc tính |
|
1 |
Dầu bôi trơn |
Dầu bôi trơn cho công đoạn rút sợi đồng là dầu pha nước CG8, thành phần chính bao gồm: Các hợp chất hydrocacbon không chứa chlorine (dầu gốc khoáng) điển hình là n-hexan (38%) còn lại là các chất phụ gia như chất tạo nhũ, chất bôi trơn, chất chống gỉ,…Thành phần chủ yếu của các chất phụ gia là các hợp chất chứa gốc ethanol (12%), n-butanol (5%), Acrylic monomer (10%), Acrylic oligomer (5%), Additive (30%), không chứa các thành phần độc hại như nitrite, hợp chất phenol. |
Đặc tính: Chất lỏng màu vàng, mùi thơm của este, khi sử dụng không cần pha thêm dung môi, không chứa các thành phần độc hại như nitrite, hợp chất phenol. |
|
2 |
Mực in |
Methyl ethyl Ketone, Cyclopentano, Nhựa tổng hợp, Titanium oxide |
Đăc tính: Mực in dạng lỏng, màu xanh, không mùi. Với khối lượng sử dụng khoảng 1,2 lít/ngày thì lượng dung môi bay hơi từ |
|
|
|
|
mực in không đáng kể, không có nguy cơ gây ảnh hưởng đến sức khỏe người lao động. |
GỌI NGAY – 0903 649 782 - 028 351 46 426



Tin liên quan
- › Báo cáo đề xuất cấp GPMT dự án nhà máy sản xuất bao bì
- › Báo cáo ĐTM dự án đầu tư nuôi lợn công nghệ cao
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy tinh bột sắn xuất khẩu
- › Báo cáo đề xuất cấp GPMT nhà máy cán thép chất lượng cao
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất giấy
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất hạt nhựa
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất hàng tiêu dùng và đồ uống
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất hàng nội, ngoại thất từ nhôm, sắt, inox
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất bia hơi
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất bồn inox
Bình luận (0)
HOTLINE
![]()
HOTLINE:
0903649782 - 028 35146426
CÁC DỰ ÁN ĐẦU TƯ








HOTLINE

HOTLINE:
0903649782 - 028 35146426
nguyenthanhmp156@gmail.com
Gửi bình luận của bạn